Разделы сайта: |
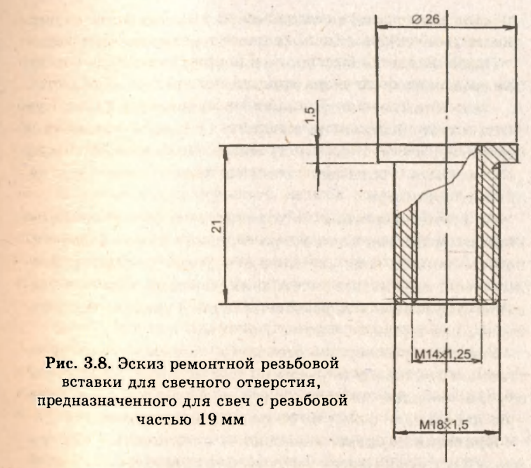
Способы восстановления резьбыСовременные способы восстановления резьбы, в зависимости от особенностей и условий эксплуатации конструкций, можно условно разбить на четыре основные разновидности: 1. Применение полимерных материалов. 2. Использование различного рода металлических резьбовых вкладышей. 3. Рассверливание поврежденной резьбы и нарезание новой, следующего увеличенного размера. 4. Заплавленйе резьбового отверстия сваркой с последующим сверлением и нарезанием аналогичной резьбы на том же месте. В случае, если есть место под гайку, применяется удлиненный болт с рассверливанием под него сквозцого отверстия в ответной части корпуса детали или узла, что не является восстановлением резьбы, но вполне ее заменяет. Можно также нарезать резьбу в другом месте поблизости от испорченной, если это позволяет конструкция узла. Все эти способы восстановления крепежа, безусловно, хороши только в определенных ситуациях; в зависимости от физических воздействий на резьбовое соединение (температура, вибрации, серьезная нагрузка и пр.) необходимо выбрать наиболее приемлемую технологию. Рассмотрим тонкости каждой из этих технологий и целесообразность их применения в конкретных случаях. Самый распространенный «тяжелый» случай — повреждение резьбы в дорогостоящей головке блока цилиндров. Первое, что приходит в голову: взять «свечной» метчик (в большинстве случаев М14х1,25) и просто подправить резьбу. Но ничего хорошего из этого не выходит, свеча после такого «ремонта» при первом же нажатии напедаль акселератора выстреливает так, что найти ее потом достаточно трудно. Если же капот в это время был закрыт] то свеча найдется быстро, но в непотребном виде, а вмятм на на капоте от ее удара вряд ли кого-нибудь обрадует. В таких случаях большая часть металла резьбы уже отсутствует и попытки «поднять» ее метчиком дают обратный эффект — острые грани метчика еще больше уда. ляют металл из резьбового отверстия. Тем же самым обычно заканчиваются попытки вре7 менно восстановить резьбу с помощью намотанной про.) волоки между витками резьбовой части свечи, хотя иногда) удавалось добраться до места ремонта, применив отрезки стального расплетенного троса, но это можно проделать только в безвыходной ситуации. Применение современной автохимии здесь более умест| но, но тоже только как временный выход из положения. Дело здесь вот в чем: полимерные восстановители резьбы^ безупречно работают только в диапазоне определенных температур, и если двигатель немного перегреть, велика; вероятность разрушения восстанавливающего слоя. Более приемлемые результаты получаются при при-j менении двух схожих технологий: самая распространенная — восстановление свечного отверстия с использова-i нием переходной детали — футорки (или резьбовой встав-j ки), высота которой должна точно соответствовать длине резьбовой части штатной свечи. Для этого на токарном станке вытачивается (из лату^| ни или бронзы) незамысловатая деталь, внешняя резьба] которой на две ступеньки больше стандартной свечной резьбы, то есть для поврежденного отверстия с резьбой М14х1,25 необходимо нарезать резьбу М18х1,5 (рис. 3.8)| Под эту резьбу ремонтируемое отверстие рассверливается до диаметра 16,5 мм. Данная операция, при всей кажущейся простоте, требует очень серьезного подхода. Дело в том, что ось симметрии нового отверстия должна точно совпадать с осью старого. В противном случае встав-; ка, а соответственно и свеча, будут установлены с пере
косом. Это грозит ухудшением теплоотвода от свечи, что приводит к быстрому ее перегреву и выходу из строя, к тому же велика вероятность повреждения стенок цилиндра, поршня и колец твердыми частичками при ее разрушении. Чтобы этого не происходило, рекомендуется производить операцию сверления ГВЦ на сверлильном станке, предварительно выставив головку блока по оси симметрии свечного отверстия. Поможет в этом небольшой круглый стержень, плотно вставленный в поврежденную резьбу, второй конец которого временно крепится вместо сверла в патроне сверлильного станка. Далее, применяя металлические подложки, выставляем головку блока цилиндров так, чтобы не было радиальных нагрузок на стержень, затем надежно крепим всю конструкцию подходящими зажимами и, заменив стерженьсверлом, осторожно, на малых оборотах шпинделя, рассверливаем отверстие с использованием смазочного материалам Применение смазки для этой операции обязательно, особенно если головка изготовлена из алюминиевого сплава. Дело в том, что этот сплав весьма вязкий и без смазки обязательно налипает на поверхность сверла, увеличивая отверстие, которое для получения качественной резьбы должно быть с ровными краями и только строго опредец ленного диаметра. Во время сверления не торопитесь и будьте особенно внимательны, так как камера сгорания любой современ§ ной головки от края свечного отверстия до седел клапа| нов имеет небольшие расстояния, поэтому нарезать сле| дующую размерность резьбы (М20) под увеличенную фу| торку, как правило, уже не удается. Успешно рассверлив отверстие, снимаем головку со станка и зенковкой (с углом 60 или 90°) или, на крайним случай, сверлом диаметром около 20 мм снимаем вруч| ную небольшую фаску со стороны камеры сгорания. Краткая справка: зенковка — специальный инструА мент для снятия фасок и образования углублений на вход-\ ных и выходных частях отверстий под потайные головА ки заклепок, винтов и болтов. Зенковки выпускаются в основном'с углом конуса при вершине 30; 60; 90 и 120\, Для отверстий диаметром до 16мм в качестве зенковки используют сверла с соответствующим углом конуса при вершине, В отличие от сверла, зенковка делает поверхЦ ность более чистой за счет большего количества режу^ щих кромок. Для углубления крепежа с плоской площаЩ кой выпускают зенковки с углом 180°, такой инструмент имеет несколько другое название — цековка. Далее, пожалуй, будет самая сложная операция • выставить метчик по одной оси с новым отверстием. Если станок позволяет покрутить шпиндель вручную, жела-J тельно до снятия головки «зарядить» в шпиндель.черно-вой метчик и одновременно, вручную вращая шкив шпинделя по часовой стрелке, осторожно подвести метчик котверстию. Как только почувствуете, что он «схватил» вертикальную подачу, следует прекратить вращение, а шкив после пары оборотов по часовой стрелке (для закрепления метчика в отверстии) следует вращать так, как бы вы вращали обычный ручной вороток. Внимание! На время этой операции приводной ремень станка необходимо снять, это гарантированно обезопасит вас от серьезных травм. После того как черновой метчик сделал свою работу, головку можно снять со станка и, сделав фаску с обратной стороны резьбы, «пройти» ее средним (или чистовым, если их в комплекте всего два) метчиком. Чистовым метчиком проходят резьбу не до конца, а немного «недорезав» для большей плотности посадки футорки. Далее, обезжирив отверстие растворителем или чистым бензином, плотно закручиваем вставку в головку, предварительно смазав ее резьбу каким-нибудь термостойким клеем или термостойким фиксатором резьбы. В качестве инструмента можно применить болт М14х1,25 с навернутой на него гайкой (в качестве упора). Свечу для этих целей лучше не применять, так как у нее слишком тонкая стенка в резьбовой части. Сразу после этого со стороны фаски развальцовываем резьбовой конец футорки шариком от подшипника подходящего диаметра, ударяя по нему через металлическую проставку молотком, упор при этом желательно поставйть под противоположный конец футорки (это не позволит прослабить резьбу). Если позволяет конструкция головки блока, к нижней части футорки можно добавить небольшое колечко, лишенное резьбы (с двух сторон), с таким расчетом, чтобы при развальцовке оно плотно заполнило большую часть снятой фаски. Такая конструкция футорки целесообразна только тогда, когда ремонт ведется на снятой ГВЦ. Развальцовка делается для того, чтобы вставка гарантированно не выворачивалась из головки при откручивании «тугой» свечи. Конечным этапом операции является калибровка нового свечного отверстия чистовым метчиком Ml4x1,25, так как при заворачивании вставки в плотную резьбу и развальцовке нижнего ее конца резьба несколько деформируется. Вышеописанная технология имеет один существенный недостаток — для получения гарантированного результата необходимо демонтировать головку блока. Более простая и одновременно надежная технология установки вставок без снятия головки с блока цилиндров и без применения сверла (а с ним и сложных операций,, связанных с применением станочного оборудования) ocyj ществляется с помощью специального инструмента. Pei монт в этом случае производится вручную двухзаходным метчиком. Инструмент поставляется в комплекте со штан-^ гой для установки футорки в головку блока (состоящей из двух частей) и опорной втулки (для фиксации вставки на резьбе головки). Двухзаходный метчик представляет собой два метчика в одном корпусе, совмещенных между собой по оси симметрии. Первый метчик имеет свечную резьбу Ml4x1,25 и служит как направляющая для захода второго, с резьбой Ml 8x1,5, этим самым достигается приемлемое совмещение осей симметрии старой резьбы с увеличенной. Первую часть метчика заворачивают по остаткам прежней резьбы, затем в работу вступают режущие кромки конусного переходного диаметра и второго основного метчика. Технология нарезания резьбы при этом практически не отличается от обычной; единственное, что необхо- ; димо предусмотреть в этом случае, это смазать режущие кромки метчика смазкой типа «Литол» или любой другой подходящей консистенции. Делается это для того, чтобы стружка при нарезании резьбы прилипала к телу инструмента, а не сыпалась внутрь цилиндра. Если почувствуете, что процесс нарезания новой резьбы проходит с некоторым излишним усилием, необходимо его прервать, вывернуть метчик, тщательно промыть его в керосине и, смазав свежей смазкой, продолжить работу. Это делается для того, чтобы при излишнем количестве стружек не повреждалась новая резьба, а также для меньшего попадания мусора в цилиндр, хотя какая-то его часть все же туда проникает. Удалить ее можно пылесосом с узкой насадкой. Перед установкой футорки новая резьба обезжиривается ацетоном или любым другим растворителем, не оставляющим на поверхности при испарении каких-либо маслянистых пятен. Затем закрепляем резьбовую вставку на монтажной штанге, для надежности смазываем внешнюю резьбу футорки термостойким клеем или составом «Локтайд» для неразборных соединений и заворачиваем с усилием в увеличенную резьбу головки блока. Твердая стальная часть оправки «подготавливает» ровную площадку как для свечей зажигания с уплотнительным колечком, так и длй свечей с коническим уплотнением. После того как термостойкий клей окрепнет, нужно «прогнать» новую резьбу обычным чистовым метчиком Ml4x1,25 не забывая смазать его все той же консистентной смазкой. Данный способ привлекателен за счет простоты и гарантирует хорошие результаты, но требует специального инструмента. Если вы не располагаете подобным инструментом, существует альтернативный способ, дающий вполне приемлемые результаты: Для этого в испорченное свечное отверстие, без предварительного рассверливания заворачивается черновой метчик Ml 6x1,5. Далее по этой резьбе делаем резьбу под футорку— Ml8x1,5. Саму резьбовую вставку желательно точить для «тугой» посадки с внешней резьбой несколько увеличенного диаметра. Термостойкий клей при монтаже и в этом случае не помешает, дополнительно играя роль смазки при монтаже вставки. Опытные мастера предпочитают метрической резьбе дюймовую коническую. Эта технология позволяет оставить прежнее расстояние от посадочного торца свечи до камеры сгорания. К тому же, хорошие уплотняющие свойства такой резьбы позволяют не применять разного рода клеящие химические средства, хотя для увеличения теплопередачи все же рекомендуется заполнить пустоты в резьбе тем же составом «Локтайд» или каким-нибудь термостойким составом типа «холодная сварка». Вставку с внешней конической резьбой легче всего сделать из латунного корпуса распространенного температур-; ного датчика типа ТМ-100 от грузового автомобиля. Эту работу лучше проделать после снятия головки блока, так как требуется точное позиционирование инструмента. К тому же, при обработке такого отверстия образуется доволЯ но много стружки. Для начала старое свечное отверстие обрабатывается конусной разверткой, затем в нем нарезается коническая резьба соответствующим конусным метчиком. Затем, временно вворачивая заготовку резьбовой втулки, необходимо отметить ее лишние выступающие части, для того чтобы удалить их перед окончательным монтажом. Перед вворачиванием вставки в ней делают внутреннюю резьбу под свечу М14х1,25. Монтаж резьбовой втулки можно осуществить с помощью штатной свечи, но лучше применить специально изготовленную штангу, на одном конце которой резьба М14х1,25, на другом — шестигранник под ключ (так как любая свеча имеет довольно тонкую стенку в районе пе* рехода резьбы в шестигранник, она может разрушиться при монтаже вставки). Если свечной колодец имеет небольшую глубину, можно применить соответствующий болт с упорной гайкой. Далее все делается так, как и в случаях, описанных выше: обезжириваем резьбу в головке, наносим термоклей и по возможности развальцовываем нижнюю часть футорки шариком, предварительно сняв небольшую фаску в резьбовом отверстии головки со стороны камеры сгорания. После того как клей полностью полимеризуется, калибруем резьбу чистовым «свечным» метчиком.Следующая технология восстановления резьбовых отверстий предусматривает применение спиральной вставки, которая представляет собой пружинящую спираль, изготовленную из высокопрочной хромоникелевой нержавеющей стали (12Х18Н9Т) со специальным ромбическим профилем. Выпускаются наборы, включающие в себя резьбовые спиральные вставки различного диаметра, (от Мб до Ml6) и шага резьбы, метчики, сверла и специальный монтажный ключ. Работу лучше всего производить на снятой и закрепленной на сверлильном станке головке блока по методике, описанной для футорок (если в набор входит специальный метчик-развертка, головку блока с двигателя можно не снимать). Сверлом, предназначенным для используемой спиральной вставки, рассверливаем поврежденную резьбу, затем в шпиндель сверлильного станка крепим соответствующий метчик и по вышеописанной методике нарезаем нужную резьбу. Затем насаживаем на монтажный ключ спиральную вставку технологическим усиком вниз и аккуратно закручиваем ее в новое резьбовое отверстие так, чтобы вставка была утоплена на половину хода витка ниже плоскости ремонтируемой детали. Аккуратно удаляем технологический усик круглогубцами, проследив за тем, чтобы он не попал в камеру сгорания (в том случае, если ремонт ведется без снятия головки блока). Резьба, восстановленная с помощью спиральных резьбовых вставок, выдерживает большие механические нагрузки, гораздо меньше изнашивается из-за твердого материала спирали и равномерного распределения нагрузки на витки, она не подвержена коррозии и не подгорает, что особенно актуально при ремонте резьбовых соединений в выпускном тракте. Спиральные резьбовые вставки не требуют дополнительной фиксации, так как упругие витки при установке несколько раздвигаются, создавая натяг, препятствующий самопроизвольному выкручиванию, но, как показывает опыт, после восстановления свечной резьбы по такой технологии в изношенных двигателях нередко наблюдается появление моторного масла в свечных колодцах. Как выход из положения можно применить все тот же высокотемпературный герметик во время монтажа спиральной вставки, после полимеризации которого необходимо очис-^ тить резьбу от лишнего клея чистовым метчиком. Разумеется, резьба повреждается не только в свечном отверстии головки блока, но описанные технологии по-; зволяют восстановить практически любое резьбовое соединение. Малонагруженную резьбу можно отремонтировать гораздо проще, с помощью полимерных составов. Ремонтируя резьбу с помощью полимеров, необходимо соблюдать четыре основных правила: 1. Четкое соблюдение пропорции при смешивании двухкомпонентных составов. 2. Тщательное перемешивание компонентов. 3. Тщательное обезжиривание поврежденной резьбы перед нанесением восстанавливающего состава. 4. Обязательное нанесение на поверхность технологического болта тонкого слоя разделяющей смазки. Технология ремонта с помощью полимеров следующая: обезжириваем растворителем испорченную резьбу, затем, покрыв подходящий по параметрам резьбы болт жидким маслом и удалив его излишки ветошью, наносим на резьбовую поверхность необходимое количество восстанавливающего полимерного состава. Далее вкручиваем болт в поврежденную резьбу и аккуратно удаляем выступающие излишки полимера. После полимеризации резьбовое отверстие снова готово к эксплуатации. Если предъявляются особые требования к перпендикулярности болта к поверхности детали (или если отверстие сильно разбито), имеет смысл навернуть на него подходящую гайку, затем подложить под нее широкую плоскую шайбу (предварительно смазав ее тем же маслом) и прижать всю конструкцию любым удобным способом (грузом, резиновым кольцом, струбциной и т. д.). Там, где имеются большие нагрузки или высокие температуры (детали подвесок, тормозные механизмы, головка блока, блок цилиндров и т. д.)» лучшим способом восстановления резьбы будет применение ремонтной переходной шпильки с увеличенной резьбовой частью на одном из ее концов. Такая технология ремонта сложности не представляет: соблюдая перпендикулярность, сверлим в детали отверстие под резьбу увеличенного диаметра, затем нарезаем новую резьбу диаметром на шаг больше диаметра поврежденной. Далее наносим подходящий по температуре фиксатор резьбы на увеличенный конец шпильки (предварительно обезжирив резьбу шпильки и резьбового отверстия) и, закрепив шпильку в отверстии эксцентрикового шпильковерта, заворачиваем ее в новое резьбовое отверстие. При отсутствии шпильковерта шпильку можно установить обычными ключами с помощью двух гаек, стянутых между собой. Фиксировать шпильку от выворачивания можно и без применения полимерного фиксатора резьбы, еслй отверстие сквозное и имеется доступ к тыльной ее части. Выступающий, конец резьбы в этом случае немного расклепывают резкими ударами легкого молотка или кернят в нескольких точках по кругу подходящим кернером либо бородком. |