Разделы сайта: |
Правильный подбор деталей — основа качественного ремонтаОпределившись с пригодностью частей двигателя для дальнейшего их использования, отправляем блок и другие детали (если в этом есть необходимость) на механическую обработку в специализированный участок, а сами тем временем подбираем новые запасные части , взамен отбракованных при осмотре. Здесь нужно отметить, что поршневую группу следует подобрать до того, как блок попадет в расточку. Причина этого довольно банальна — низкое качество запасных частей. Сопряжение поршень—цилиндр получается гораздо качественнее, когда расточка осуществляется исходя из реального диаметра подобранного поршня, так как в этом сопряжении очень важную роль играет зазор между юбкой поршня и цилиндром. При подборе следует учитывать, что запчасти в зависимости от качества можно разделить на несколько условных категорий 1. Оригинальные запчасти — детали с логотипом завода-производителя автомобилей, выпускаемые на специализированном предприятии-поставщике на конвейере, самые качественные и самые дорогие. 2. Запчасти, производимые на том же предприятии.и оборудовании, что и оригинальные, но без логотипа завода-изготовителя автомобилей (обычно удаляется механическим способом). Это оптимальный выбор — при том же качестве цена на них значительно ниже. Нередко логотип стерт не полностью, намекая на благородное происхождение изделия. 3. Детали и узлы, производимые на заводе-изготовителе автомобилей. Имеют, как правило, заводскую упаковку и тщательную проверку ОТК с соответствующими отметками на поверхности. Неплохой выбор, если есть полная уверенность в том, что запчасть изготовлена именно там. 4. Детали и узлы, выпускаемые заводами параллельного профиля. В этой категории попадаются запчасти как очень высокого качества, так и детали, не соответствующие требуемым параметрам. Второе, увы, наблюдается гораздо чаще. 5. Узлы, собранные из заводских деталей в кустарных условиях. Продукция такого рода качественной быть не может, так как отсутствует последнее звено в цепи изготовления узла — выходной контроль. На деталях узлов, собранных таким способом, как правило, отсутствуют заводские отметки ОТК (или присутствуют поддельные). 6. Кустарно восстановленные детали. Обычно имеют лишние следы механической обработки, несколько уменьшенный корпус и окраску, отличающуюся по технологии и материалу от оригинальной. Качество таких запчастей если кого-то и интересует, то явно не их производителя. 7. Детали, изъятые из контейнеров с браком и с конвейера на промежуточном этапе изготовления (как правило, до термообработки). Такие изделия при всем их презентабельном виде годятся только для возврата в контейнер. 8. Изношенные практически до предела детали, тщательно отмытые, обработанные на пескоструйном аппарате (иногда химическим или термическим способом) и заново покрашенные. Данную категорию комментировать излишне. 9. Детали различного качества с логотипом фирм, не производящих запчасти. Такие фирмы называют упаковщиками. Иногда «упаковкой» занимаются фирмы-производители, чтобы собрать комплект (к примеру, цилиндропоршневую группу, некоторые компоненты которой фирма не производит). Краткая справка: фирма-упаковщик — фирма, представляющая продукцию разных предприятий под одним, своим, торговым знаком, при этом обычно сама продукцию не производит. Это не значит, что продукция, представленная таким образом, имеет низкое качество. Продукция таких фирм имеет разнообразные направления, причем торговые знаки упаковщика присутствуют не только на упаковке, но и на самих деталях (что, впрочем, не всегда обязательно). Следует заметить, что не все фирмы-упаковщики заботятся о качестве поставляемой продукции, под примелькавшимся логотипом иногда встречается низкокачественное изделие китайских, тайваньских или турецких кустарей. Из проверенных поставщиков можно выделить фирмы, продолжительное время поставляющие продукцию на отечественные прилавки: LEMFERDER, SM, FEBI (нижний ценовой диапазон) и др. При этом не следует забывать, что поставляемые запчасти этих фирм, так же как и вся известная качественная продукция, подвержены подделкам. Далее подробно рассмотрим методы выбора каждой составной части двигателя: 1. Поршни. Подбирая поршни, не забывайте про детали, которые работают с ними совместно, а именно поршневые кольца и пальцы. Не редкость, когда неопытный моторист, после того как цилиндры уже расточены, мечется по складу, подбирая поршневые пальцы к имеющимся поршням, иногда, увы, безуспешно— отверстия в бобышках оказываются недопустимо велики. Предупреждение! Заблуждением многих начинающих ремонтников является стремление подобрать сопряжение деталей поплотнее. Подбирая любую запчасть к автомобилю, не пытайтесь уменьшить минимально допустимые при сборке зазоры! Ожидаемое увеличение ресурса обернется неожиданной поломкой, так как по мере прогрева деталей зазор неудержимо уменьшается почти в «нуль». В остаёшемся после прогрева зазоре должен обязательно присутствовать достаточный слой смазочного материала, который разделяет детали, тем са мым значительно уменьшая износ, удаляет его продуктыу предотвращает задиры и отводит излишнее тепло. При подборе новых поршней, предназначенных для расточенных цилиндров, необходимо заранее изучить способ их маркировки, так как размер ремонтного поршня от размера номинального визуально отличить довольно трудно. При этом нет никакой необходимости производить точные замеры, это сделает расточник во время настройки своего станка. Другое дело, когда поршни подбираются под новый блок. Здесь есть смысл подбирать их исходя из диаметра каждого цилиндра, учитывая при этом размерную группу. На двигателях ВАЗ она выбивается в нижней части блока (на привалочной плоскости для масляного поддона), а на двигателях «Газели» типа ЗМЗ-406 наносится краской на боковой части блока (напротив каждого из цилиндров). Перед этим необходимо детально разобраться в обозначениях, имеющихся на поверхности любого из выпускаемых поршней. Например, поршни двигателей производства ВАЗ и ЗМЗ-406 имеют следующие обозначения: 1. Для двигателей типа ВАЗ-2101-2106 и ВАЗ-21011 предусматриваются: а) метка в виде буквы «П» , находящаяся около отверстия под поршневой палец и позволяющая правильно сориентировать поршень относительно блока (так как отверстие под поршневой палец смещено от оси симметрии на 5 мм в правую сторону двигателя, неправильная установка поршня позволит ему легко заклинить в цилиндре даже при небольшом перегреве). Данная метка при сборке должна быть направлена в сторону передней крышки двигателя; б) метки, характеризующие размерность поршня. Диаметр поршня выбивается механическим способом в виде цифр (выраженных в миллиметрах); в) латинская буква, определяющая класс поршня по наружному диаметру (т. е. некоторая небольшая разница поршней по диаметру). Для данного типа двигателей выпускаются поршни, разбитые на пять классов (А; ВС; D и Е), с шагом между соседними буквами в 0,01 мм причем в запасные части попадают только поршни классов А; С и Е. При этом класс А предусматривает самый маленький диаметр поршня; г) класс отверстия под поршневой палец маркируется краской на бобышке с внутренней стороны поршня: 1 —. синий мазок краской; 2— зеленый мазок и 3 —- красный. Последний, третий, класс, говорит о самом большом отверстии. Шаг между соседними классами составляет 0,004 мм. Принадлежность «классического» поршня к конкретному типу двигателя можно определить с помощью надписи, отлитой на внутренней его стенке, а также исходя из формы внешней части днища: а) поршни двигателя ВАЗ-2105 (диаметром 79 мм) имеют две характерные проточки в виде полумесяца (под выступающие тарелки клапанов в случае обрыва приводного ремня газораспределительного механизма); б) днище поршней для двигателей ВАЗ-2101 и ВАЗ2103 (поршни одинаковые с номинальным диаметром 76 мм) имеют гладкую без выемок плоскость; в) днище поршней для двигателей ВАЗ-2106 и ВАЗ21011 (поршни одинаковые с номинальным диаметром 79 мм) имеют выемку по центру диаметром 55 мм и глубиной 1,9 мм. 2. Двигатели типа ВАЗ-2108-2110, имеют следующие обозначения на днище поршня: а) стрелку, указывающую на переднюю часть двигателя (так как конструкция поршня несимметрична и имеет небольшое смещение отверстий под поршневой палец); б) латинскую букву, определяющую класс поршня по наружному диаметру (А; В; С; D и Е), с шагом между соседними буквами в 0,01 мм; И в) цифру, указывающую на класс диаметра отверстии под поршневой палец (1; 2 и 3), с шагом 0,004 мм; г) маркировку, указывающую на ремонтный размер поршня. Треугольник указывает на увеличение наружно- го диаметра поршня на 0,4 мм, а квадрат — на 0,8 мм. На поршнях номинального размера маркировка не ставится; д) по массе поршни двигателя ВАЗ-2110 разбиваются на три группы: нормальная (обозначение буквой «Г» на днище поршня), уменьшенная на 5 г (обозначение «-» ) и увеличенная на 5 г (обозначение «+») . Поршни двигателей «десятого» семейства (2110— 1004015)* отличается от «восьмых» (21083) только проточками под стопорные кольца, которые аналогичны стопорным кольцам от двигателя BA3-21213. * Примечание. Здесь, и далее артикулы деталей приведены как ориентировочные и могут со временем изменяться. Краткая справка: основные номинальные размеры поршней для двигателя ВАЗ-2110 следующие: 1. Диаметр поршня класса А — 81,965-81,975 мм. 2. Диаметр поршня класса В — 81,975-81,985 мм. 3. Диаметр поршня класса С — 81,985-81,995 мм. 4. Диаметр поршня класса D — 81,995-82,005 мм. 5. Диаметр поршня класса Е — 82,005-82,015 мм. 6. Диаметр отверстия под палец 1 класса — 21,97821,982 мм. 7. Диаметр отверстия под палец 2 класса — 21,98221,986 мм. 8. Диаметр отверстия под палец 3 класса — 21,986— 21,990 мм. 9. Высота верхней канавки под поршневое кольцо — 1,53-1,55 мм. 10. Высота средней канавки под поршневое кольцо — 2,02-2,04 мм. 11. Высота нижней канавки под поршневое кольцо — 3,957-3,977 мм. 3. Поршни двигателей «Нивы» BA3-21213 (1700 см3) имеют номинальный диаметр 82 мм. 4. Поршни впрысковых двигателей ВАЗ-2123 (ВАЗ21214) аналогичны по размерам поршням двигателя ВАЗ21213. Изменения коснулись в основном конструкции юбки — она стала существенно жестче. 5. Поршни автомобиля «Газель» для двигателей ЗМЗ406 имеют диаметр 92 мм, пять размерных групп (А; Б; В; Г и Д) и два ремонтных размера с таким же допуском, обозначенных на одной из бобышек под поршневой палец: 1) 406 — номинальный размер; 2) 406АР — увеличение на 0,5 мм; 3) 406БР — увеличение на 1,0 мм. Группы поршней выбиваются на их днище ударным способом, при этом высота букв составляет 5 мм. Краткая справка: основные размеры поршней номинального размера для двигателя ЗМЗ-406 следующие: 1. Диаметр поршня класса А — 91,988-92,000 мм. 2. Диаметр поршня класса Б — 92,000-92,012 мм. 3. Диаметр поршня класса В — 92,012-92,024 мм. 4. Диаметр поршня класса Г — 92,024-92,936 мм. 5. Диаметр поршня класса Д — 92,036-92,948 мм. 6. Диаметр отверстия под палец 1 класса (белый)— 22,0000-21,9975 мм. 7. Диаметр отверстия под палец 2 класса (зеленый) — 21,9975-21,9950 мм. 8. Диаметр отверстия под палец 3 класса (желтый ) — 21,9950-21,9925 мм. 9. Диаметр отверстия под палец 4 класса (красный ) —21,9925-21,9900 мм. 10. Высота верхней канавки под поршневое кольцо — 2,050-2,077 мм. 11. Высота средней канавки под поршневое кольцо — 2,050-2,077 мм. 12. Высота нижней канавки под поршневое кольцо — 5,035-5,050 мм. 13. Предельная высота канавок для компрессионных колец составляет 2,1 мм, для маслосъемных не нормируется. 14. Ширина канавки под стопорное кольцо 1,8+0,12 мм. Размерную группу под поршневой палец на поршнях двигателя ЗМЗ-406 маркируют краской на нижней по- верхности одной из бобышек либо выбивают в виде римской цифры на днище. Метка для правильной установки поршня у большинства импортных двигателей также имеет вид стрелки на днище поршня или букву «F» (front) на его боковине в районе торца поршневого пальца. Визуально поршни не должны иметь заусенцев и следов грубой механической обработки, литье должно быть чистым без раковин и трещин. Наличие скрытых трещин, что редко, но встречается, можно определить, постукивая поршень твердым предметом по внутренней части юбки, подвесив его на тонкой капроновой нити. Звук должен быть без дребезга, чистого звонкого тона. Окна слива лишнего масла в проточке под маслосъемные кольца должны иметь чистую поверхность с ровными краями. В поршнях с подшипником скольжения в верхней головке шатуна следует проверить качество обработки канавок под стопорные кольца. Кольца должны выступать над краями отверстия чуть меньше половины своего диаметра и плотно сидеть в канавках без намека на какое-либо перемещение (при этом их внешний диаметр в. свободном состоянии должен превышать диаметр гнезда на 2,5-3 мм). Краткая справка: толщина стопорных колец поршней ЗМЗ-406 должна быть 1,6-0,25 мм. Поршни для двигателей типа ВАЗ-2101-2106 и ВАЗ21011 должны иметь равномерный матовый тонкий слой олова на всей поверхности (исключая поверхности отверстий под поршневой палец, которые должны иметь идеальную, гладкую, блестящую структуру без царапин и забоин). Поршни «восьмого» семейства должны иметь блестящую поверхность с видимым волнистым профилем обработки. Бракованная на первый взгляд поверхность создается специально, для увеличения износостойкости контактирующих с цилиндром частей поршня (за счет находящегося в микроканавках масла, создающего во время движения поршня стабильную прослойку между юбкой и цилиндром). Современные поршни иностранных производителей в районе контакта'юбки с цилиндром покрыты слоем, содержащим графит. Это резко снижает износ сопряжения, что особенно актуально во время зимних пусков двигателя, когда холодное, вязкое от низкой температуры масло надолго опаздывает к месту своей работы. Поршни для современных дизельных двигателей (к примеру, фирмы MAHLE) нередко имеют бронзовые втулки в отверстиях для пальца и вставку из твердого металла в районе первого компрессионного кольца, что значительно увеличивает их ресурс. Некоторые поршни импортных наддувных двигателей в верхней части (примерно до середины перемычки между первым и вторым кольцом) покрываются тонкой темной противоизносной анодированной пленкой, что значительно упрочняет самое тёп л онагру женное место поршня. . | Поршни для довольно редких двигателей с цельнолитыми алюминиевыми блоками (без чугунной гильзы) должны иметь оболочку из железа толщиной около трех сотых миллиметра, прикрытую сверху тонким слоем олова для улучшения приработки сопряжения. Попытка приспособить обычные поршни к такому двигателю — дело бесполезное, потому что трущаяся пара алюминийалюминий не работоспособна и быстро приходит в негодность. Если в момент подбора поршней по какой-либо причине не предусматривается подбор поршневых колец, необходимо проверить высоту канавок под будущие кольца. Проверка производится с помощью плоскопараллельных мер длины и набора щупов с толщиной от 0,02 мм. Зная толщину колец й высоту канавок, нетрудно вычислить необходимые зазоры между канавками и кольцами. | Например, для двигателей типа ВДЗ-2101-2106 и ВАЗ21011 высота верхнего компрессионного кольца должна составлять 1,478-1,490мм, нижнего компрессионного-— 1,978-1,990 мм и маслосъемного — 3,925-3,937 мм. Соответственно, высота канавок должна быть 1,535—1,555 мм, 2,015-2,035 мм и 3,957-3,977 мм. Вычисляя минимально допустимый зазор, допустим, для верхнего компрессионного кольца, возьмем самое высокое по допуску кольцо — 1,490 мм и самую узкую верхнюю канавку поршня— 1,535 мм. Разница 1,535 — 1,490 = = 0,045 мм и будет искомым минимальным зазором при сборке сопряжения. Максимально допустимый зазор, возможный при сборке, вычисляется, если взять величину самого тонкого (из допустимых) кольца и вычесть его размер из допускаемого размера самой широкой проточки. Для верхнего компрессионного кольца «Жигулей» расчет выглядит следующим образом: 1,555 - 1,478 = 0,077 мм. Как видим, размах допуска на зазор верхнего кольца довольно велик: 0,077 — 0,045 = 0,032 мм. Точно таким же образом можно вычислить допустимые монтажные зазоры для остальных колец поршня. Краткая справка: номинальные и максимальные зазоры между поршневыми кольцами и канавками для двигателя ЗМЗ-406 следующие: 1.Для компрессионных колец — 0,05-0,087 мм / 0,15 мм. 2. Для маслосъемных — 0,115—0,365 мм / не нормируется. Изменять зазоры между поршневыми кольцами и канавками в сторону уменьшения (от минимально допустимого) крайне нежелательно, в противном случае "происходит пригорание боковых поверхностей колец к поршню с последующим перегревом последнего, что неминуемо вызывает задиры на поверхности цилиндра с последующим быстрым выходом двигателя из строя. В исключительном случае, если других колец подобрать не удалось, можно уменьшить высоту имеющихся, пришлифовав их нижнюю плоскость на ровной поверхности с помощью абразивной пасты. С другой стороны, увеличивая зазор больше максимально допустимого, вы прежде всего сокращаете ресурс двигателя (что особенно критично для дизельных моторов), к тому же попутно возрастает шумность его работы. Меньшая величина требуемых зазоров для нижних колец — явление-нормальное, обусловленное более низкой температурой их нагревания, а соответственно, и меньшим их расширением, в данном случае по высоте. Редко, но попадаются бракованные поршни с перекосом плоскости канавок относительно плоскости днища поршня. Брак, практически незаметный визуально, может принести немало бед (разрушение перемычек между кольцами, с последующим задиром цилиндра). Поршень по этому параметру проверяется с помощью штангенциркуля. Расстояние между верхней частью днища и любой из канавок должно быть строго одинаково во всех точках «по кругу» поршня. Несмотря на заверения производителей о заводской подборке комплекта поршней по массе, их необходимо проверить на наличие разности по этому параметру, которая допускается между самым легким и самым тяжелым поршнем для ВАЗовских двигателей до 2,5 г, хотя чем разница будет меньше, тем лучше будет сбалансирован двигатель. Доводить разницу до нулевого значения особого смысла нет; учитывая разность в весе поршневых пальцев, достаточно подбором этих деталей оптимизировать их общую массу до разницы в 1-1,5 г без механической подгонки. Зде?ь нужно заметить, что тюнинговые фирмы во время серьезной доводки двигателя стараются подобрать массу поршней таким образом, чтобы разница между ними не превышала 0,2 г. Это особо касается двигателей, подготавливаемых к эксплуатации на запредельных оборотах коленчатого вала, что предусматривает, кроме всего прочего (облегченный маховик, расширенные впускные каналы и т. д.), точную балансировку с маховиком и механизмом сцепления в сборе. Взвешивать детали лучше всего непосредственно на складе. Для этой несложной операции вполне подходят «школьные» чашечные весы с набором разновесов. Если последние отсутствуют, вместо них можно применить «медные» монеты времен СССР. При этом масса 1, 2 и 3 копеек достаточно точно совпадает с массой 1, 2 и 3 граммов соответственно. Некоторые поршни допускают подгонку их по массе (как правило, место для снятия металла в этом случае находится в менее нагруженной, нижней части их бобышек), но, как показывает практика, подгонку поршней по массе, легче и быстрее осуществить с помощью весов, нежели посредством фрезерного станка. При наличии выбора следует устанавливать поршни размерного класса «А» по причине того, что со временем цилиндр увеличивает свой диаметр и при^его износе можно поставить поршни последующих классов (В; С; D и Е). К тому же, гораздо проще будет подбирать поршневые кольца (при сборке зазор в их замках, если он меньше чем допускается, всегда можно подогнать, несколько припилив их торцы). Слишком же большой зазор в замке кольца можно компенсировать, только поставив другое кольцо, что иногда проделать довольно трудно, так как качественные фирменные кольца не допускают заметного разброса по своим геометрическим параметрам. К примеру, при монтаже колец, поставляемых фирмой SM, в «жигулевский» цилиндр класса Е невозможно получить минимально допустимый (при сборке) зазор в их замках, что несколько сокращает ресурс двигателя. В случае установки нового блока поршни в цилиндры подбираются исходя из их бокового зазора, который регламентирован инструкцией производителя по сборке конкретного двигателя (или, в случае установки эксклюзивных поршней, сопроводительной инструкцией к поршням). Краткая справка: зазор в сопряжении цилиндр—поршень должен составлять: 1. Для двигателей ВАЗ-2106 и ВАЗ-21011 — 0,060,08 мм. 2. Для двигателей ВАЗ-2101 и ВАЗ-2103 — 0,050,07 мм. 3. Для двигателей ВАЗ-2110 — 0,025-0,045 мм. 4. Для двигателей ЗМЗ-406 — 0,024-0,048 мм. Величина зазора зависит как от материала сопрягающихся деталей, так и от диаметра цилиндра. Здесь следует заметить, что штампованные, без термокомпенсаторов поршни относительно стандартных требуют зазора, увеличенного почти в два раза, импортные же поршни, наоборот, могут работать с меньшим зазором. Большинство новых блоков имеют буквенно-цифровые метки, характеризующие размерный класс каждого цилиндра. Доверять таким обозначениям можно, но для получения оптимального зазора поршень—цилиндр все же имеет смысл подобрать поршни индивидуально к каждому цилиндру, приняв метки как стартовые размерности для подбора. Зазор в сопряжении поршень—цилиндр проверяется тремя основными способами: 1. Замером диаметра цилиндра нутромером и замером диаметра поршня в определенных точках микрометром. Разница между диаметрами цилиндра и юбки поршня будет искомым зазором. Например, для двигателя «Жигулей» диаметр поршня замеряется в точках, находящихся на расстоянии 52,4 мм от верхней части днища поршня, для двигателя ВАЗ-2110 эти точки несколько ниже — 55 мм, а для ЗМЗ-406 аналогичный размер будет 46 мм или на 8 мм ниже оси поршневого пальца. Все замеры ведутся в плоскости, перпендикулярной оси поршневого пальца. Для уже поработавших цилиндров зазор определяется с учетом их износа. При этом замеры производятся в точках, соответствующих положению точек замера диаметра на поршнях, когда они находились бы в НМТ. Довольно частой ошибкой начинающих ремонтников является игнорирование того, что износ цилиндра происходит неравномерно, с большей выработкой в районе дви- жения поршневых колец (обратный конус) и выработкой в форме эллипса по горизонтальному сечению цилиндра. Наибольший износ в этом случае наблюдается в рабочей зоне первого компрессионного кольца в плоскости, перпендикулярной оси поршневого пальца.k По этим причинам, подбирая новый поршень исходя из размера в максимально изношенной части цилиндра, вы рискуете впоследствии получить задиры соприкасающихся поверхностей с последующим его заклиниванием. То же самое касается и поршневых колец, зазоры в замках которых необходимо проверять в самых нижних рабочих положениях (там, где износ цилиндра наименьший). 2. Прямым замером с помощью щупа, при этом для нового или расточенного «жигулевского» блока поршень должен погружаться в цилиндр до контрольных точек — 52,4 мм от днища. При замере щуп должен располагаться в плоскости, перпендикулярной оси поршневого пальца (так как холодная юбка поршня в сечении представляет собой небольшой эллипс). 3. Перемещением смазанного моторным маслом поршня по цилиндру вручную, отслеживая при этом возникающее сопротивление. Перемещение не должно вызывать заметных затруднений, при этом в вертикальном положении цилиндра поршень не должен самостоятельно падать вниз. Для удобства в новые или расточенные цилиндры поршень для проверки можно установить днищем вниз, при этом установленный поршневой палец может служить удобной рукояткой во время проверки. Что касается изношенных цилиндров, этот способ неприемлем, так как износ цилиндров представляет собой конус с расширением в верхней части, а поршень — конус с расширением в области юбки. По этой причине проверка проводится в положении поршня только днищем вверх. Что касается производителей, то для ВАЗовских моторов из всех отечественных поршней больше всего понравилась продукция ВАЗа и фирмы «РосИтал». Довольно точно изготовленные поршни упакованы комплектом из 4 шт. в аккуратную коробочку со всеми необходимыми надписями. Для двигателей ЗМЗ-406 отечественные поршни высокого качества производит ОАО «ЗМЗ» и костромская фирма «Мотордеталь». Последняя выпускает поршневые комплекты трех типов: 1. Базовый комплект— с1=92,0мм и с1=92,5мм (без поршневых колец). 2. Серия «Специалист» — со специальным антифрикционным покрытием юбки типа Molykote, d=92,0 мм и d=92,5 мм (без поршневых колец). 3. Серия «Поршневая Особого Назначения» — со специальным антифрикционным покрытием юбки типа Molykote, d=92,0 мм и d—92,5 мм (полный комплект). Краткая справка: обозначение поршней двигателя ЗМЗ-406 производства ОАО «ЗМЗ» следующее: 1. 406.1004014 — поршень d=92,0 с пальцем и стопорными кольцами. 2. 406-1004018-100 — поршень d=92,0 с пальцем,поршневыми и стопорными кольцами. 3. 406.1004014-АР — поршень d=92,5 с пальцем и стопорными кольцами. 4. 4061-1004014-АР — поршень d=92,5 с пальцем и стопорными кольцами, под бензин А-76. 5. 406.1004014-БР — поршень d=93,0 с пальцем и стопорными кольцами. Из иностранных поставщиков прежде всего стоит обратить внимание на продукцию: 1. KOLBENSCHMIDT (Германия). 2. АЕ (Англия). 3. SEALED POWER (США). 4. SM (Германия). 5. MAHLE (Германия). 6. ARVIDSSON (Швеция). 7. BECK ARNLEY (США). 8. GOETZE (Германия). 9. KOIVUNEN (Финляндия). 10. TRW (США) . 11. STERLING PISTON (США) . 12. SCHOTTLE (Германия). 13. PERFECT CIRCLE (Франция). 14. NAPA (Канада). Продукция этих заслуженно уважаемых фирм наиболее широко представлена на отечественных прилавках. 2. Поршневые пальцы. Предварительно определившись с поршнями, подбираем поршневые пальцы конкретно к каждому поршню..Пальцы, несмотря на их внешнюю незамысловатость, очень важный компонент двигателя. От их качества зависит не только его долголетие, но и безаварийность работы, поэтому относиться к их подбору необходимо с особой тщательностью. При подборе пальца необходимо пристально, со всех сторон изучить его поверхность. Рабочая часть должна быть.отполирована до блеска, без следов коррозии, сколов, вмятин, волн и прочих внешних дефектов. Будьте внимательны, любые дефекты поверхности пальца способны (при подборе) серьезно «исполосить» мягкий металл отверстий в поршне (в конструкциях с плавающим пальцем и во втулке шатуна). По этой причине не помешает перед подбором пальца изучить поверхность отверстий нового поршня (и втулок в головках шатунов) на предмет его повреждений от предыдущих подборов. Размер внешних фасок у плавающих пальцев должен составлять более половины диаметра проволоки стопорных колец, в противном случае жесткая острая грань пальца будет подтачивать внутреннюю часть стопорного кольца. Это в конечном итоге приведет к выходу торца пальца за пределы поршня и вызовет касание цилиндра. Возникающая от такого контакта выработка обычно не устраняется простой расточкой цилиндра на следующий ремонтный размер. Краткая справка: стопорные кольца поршневых пальцев для двигателей ЗМЗ-406 обозначаются как 12-1004022- 30, а для двигателей ВАЗ-2110 и ВАЗ-21213 — 212131004022. Отверстие внутри пальца долйсно быть чистым, без задиров и ступенек (к примеру, от его сверления с двух сторон), иначе (если палец конструктивно запрессовывается в головку шатуна) сопряжение просто не удастся собрать (не пройдет приспособление для «горячей» сборки). Даже небольшой недосверленный до конца внутренний участок пальца потребует его длительной подгонки вручную, к тому же любые внутренние заусенцы являются прекрасными концентраторами напряжения. По этой причине даже плавающий палец, монтируемый в поршень и шатун без каких-либо приспособлений, должен иметь чистое отверстие. Поршневые пальцы Двигателей ЗМЗ-406 (406.100402001), наоборот, должны иметь в центральной части отверстия уменьшение диаметра. Делается это для их упрочнения в наиболее нагруженной части. При подборе поршневых пальцев уповать только на цветные метки, характеризующие класс их размерности, не стоит, на практике встречаются слишком большие отклонения в ту или иную сторону от заявленных значений. Сложные инструментальные замеры при подборе таких сопряжений можно полностью исключить, гораздо удобнее подбирать пальцы исходя из того, с каким усилием они проникают в предназначенные для них отверг стия в поршнях. Делается это следующим образом. Вначале подбор пальца к конкретному поршню производят соответственно тем цветным меткам, которые нанесены на их поверхности. Если при этом палец все же излишне подвижен или, наоборот, слишком туго проходит в отверстия поршня, следует попробовать пальцы с соседними цветовыми метками. Детали конструкций с так называемым плавающим пальцем подбираются точно таким же способом. Единственным отличием таких сопряжений является нали- чие втулки в верхней головке шатуна, маркировка класса которой находится на его крышке. Для проверки зазора палец смазывается моторным маслом и вставляется в отверстия поршня. Усилие должно быть таким, чтобы большим пальцем руки можно было это проделать без особых затруднений. При проверке палец вставляется без перекосов строго по оси симметрии отверстия, иначе острые кромки (иногда образующиеся после его шлифовки) могут зацепить металл отверстия. В том случае, если в каждое отверстие поршня палец заходит, как положено, а в оба сразу — со значительным затруднением, то имеется несоосность отверстий. Разумеется, от такого поршня следует без сожаления отказаться. Исключением может быть конусность самого пальца, проверить которую можно, развернув его на 180°. Следующим обязательным условием правильности подбора пальца является его невыпадение из отверстий при повороте поршня таким образом, чтобы палец стоял вертикально. Выпадающий палец следует заменить другим, следующего класса. По этой причине следует выбирать новые поршни с размерным классом под палец 1 или 2. Совсем другое дело (в случае прессовой посадки пальцев в поработавшие шатуны), если ранее в шатуны были запрессованы самые большие красные пальцы класса 3. В таких случаях не стоит приобретать поршни с отверстием меньшего диаметра (класса 1 или 2), так как есть риск получить прослабленную посадку пальца в верхней головке шатуна. Предупреждение! Подбор пальцев при низкой температуре — бесполезное занятие. Разогревшись совместно с поршнями до комнатной температуры, они обязательно будут выпадать из отверстий в вертикальном положении. Все дело в разных коэффициентах расширения у алюминиевых (поршень) и стальных (палец) сплавов. У алюминия он гораздо больше, поэтому при рабочей температуре двигателя зазор получится слишком большим, что серьезно сократит ресурс сопряжения. Производите подбор пальцев при температуре деталей, близкой к 20 °С. Чтобы от руки проверить посадку с плавающим пальцем (допускающую некоторый небольшой натяг в соединении), поршень и палец следует равномерно прогреть до температуры 70-80 °С. Втулка же верхней головки шатуна при этом разогрева не требует и проверяется на «холодную», по технологии, описанной несколько ниже (см. п. 6 «Шатуны»). В настоящее время в основном встречаются три типа ВЛЗовских пальцев: 1. Унифицированные: длиной 67 мм и внутренним диаметром 15 мм, для двигателей: «Ока» — 750 см3, «Самара» — 1500 см3, «Нива» — 1700 см3 и «классики» — 12001600 см3. 2. Длиной 61мм, внутренним диаметром 15 мм, для двигателей «Ока» — 650 см3 и «Самара» — 1300 см3. 3. Длиной 60,5 мм и уменьшенным внутренним диаметром до 13,5 мм для двигателей типа ВАЗ 2110. Все перечисленные ВАЗовские пальцы имеют один и тот же внешний диаметр 22 мм. Длина поршневых пальцев двигателя ЗМЗ-406 составляет 64,0 (-0,12; -0,32) мм, а внешний диаметр 22 мм. Краткая справка: номинальные диаметры поршневых пальцев следующие: 1. Для двигателей ВАЗ: а) 1 класс — 21,970-21,974 мм (синяя метка). б) 2 класс — 21,974-21,978 мм (зеленая метка). в) 3 класс — 21,978-21,982 мм (красная метка). 2. Для двигателей ЗМЗ-406: а) 1 класс — 22,0000-21,9975 мм (белая метка). б) 2 класс — 21,9975-21,9950 мм (зеленая метка). в) 3 класс —- 21,9950-21,9925 мм (желтая метка). г) 4 класс — 21,9925-21,9900 мм (красная метка). Для отечественных двигателей широкая номенклатура качественных поршневых пальцев в наибольшем объе- ме представлена немецкой фирмой Schottle Motorenteile GmbH (SM). В составе полных наборов (поршни, пальцы, кольца и сменные цилиндры) встречается продукция следующих уважаемых фирм: 1. KOLBENSCHMIDT (Германия). 2. GOETZE (Германия). 3. MAHLE (Германия). 4. АЕ (Англия). ., . ?: с 5. TRW (США). 6. PERFECT CIRCLE (Франция). 7. ARVIDSSON (Швеция). 8. KOIVUNEN (Финляндия). 9. SCHOTTLE (Германия). 10. FEDERAL MOGUL (FM). Последняя в списке фирма, является крупнейшим мировым концерном, включающим в себя такие известные бренды, кйк CHAMPION, GOETZE, GLICO, PAYEN, TRW и др. 3. Поршневые кольца. Кольца следует подбирать после расточки цилиндров блока (или во время его замены). Из практического опыта можно сделать вывод; ресурс двигателя до следующего ремонта в основном зависит от ресурса его колец, поэтому на этих деталях экономить расточительно. По возможности поршневые кольца (как, впрочем, и остальные детали цилиндропоршневой группы), желательно устанавливать фирменные, таких производителей, как 1. АЕ (Великобритания). 2. COFAP (Бразилия). 3. GOETZE (Германия). 4. KS (KOLBENSCHMIDT) (Германия). 5. MAHLE (Германия). 6. TRW (США). 7. SM (Schottle Motorenteile)* (Германия).
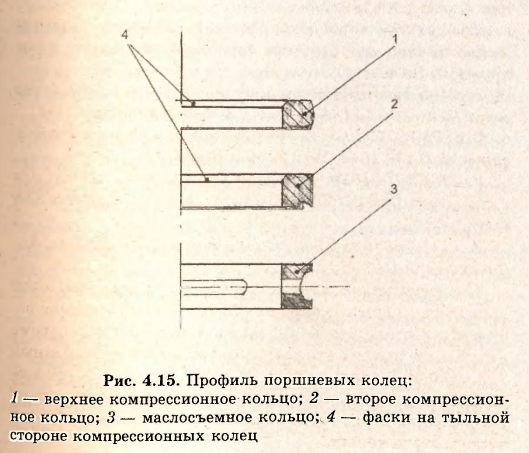
8. NPR (Nippon Piston Ring) (Япония). 9. SEALED POWER (США). 10. HASTINGS (США). 11. GRANT (США). 12. RIKEN (Япония). 13. BAZULUK (Чехия). 14. UM (United Motors) (США). Многие из вышеперечисленных предприятий выпускают детали, специально изготовленные для отечественных автомобилей, они и являются наиболее предпочтительными при ремонте. Кроме высокой точности изготовления, фирменные детали обладают, • как правило, повышенным ресурсом, что с лихвой компенсирует их относительно высокую цену. Единственный недостаток фирменных деталей (кроме высокой цены) их повсеместно подделывают, поэтому, если нет опыта, стоит проконсультироваться у опытного моториста. При подборе поршневые кольца следует тщательно осмотреть: царапины, облой, неравномерность поверхности, в том числе по цвету и оттенку, не допускаются. Надписи на верхнем компрессионном кольце должны быть нанесены электрохимической или лазерной гравировкой, но никак не штампом (который обязательно его деформирует и вызывает мелкие, почти незаметные трещины на обратной стороне). Вся маркировка на кольцах одного типа должна быть нанесена на одном и том же месте (относительно боковых и торцовых кромок). Упаковка должна быть изготовлена из качественного материала с четкими надписями, как правило, с накле^ енной голограммой и штрих-кодом, хотя, как и сами кольца, упаковка и голограммы также успешно подделываются. По этой причине отлично изготовленная упаковка не является гарантией качества ее содержимого, скорее, это один из многочисленных неотъемлемых признаков качественной продукции. Специально для изношенных цилиндров выпускаются верхние компрессионные кольца с особой проточкой (к примеру, немецкой фирмой MAHLE), исключающей контакт со ступенькой, образовавшейся в верхней части цилиндра от длительной эксплуатации. Проверку колец начинают с определения зазоров в канавках поршня (методика подробно представлена в первом пункте настоящей главы). Затем проверяют зазоры в замках, вставив их в соответствующие цилиндры. Для того чтобы плоскость кольца была перпендикулярна стенкам цилиндра, его сверху подправляют днищем подходящего по диаметру поршня, погружая его без перекосов в цилиндр примерно до уровня проточки под первое компрессионное кольцо. Затем, подбирая наиболее подходящую толщину пластинок из набора щупов, протягиваем пакет через замок кольца, стараясь предотвратить его смещение в цилиндре, иначе, перекосившись, оно уменьшит зазор в замке. Инструмент при протяжке должен слегка защемляться. После этого складываем цифровые значения, написанные на каждой из пластинок получая реальную величину зазора. При этой обязательной операции следует учитывать, что излишне малый зазор — не повод отказаться от проверяемых колец. При отсутствии других вариантов зазор в их замке довольно легко подгоняется при сборке двигателя. Краткая справка: высота колец и монтажный зазор в замке следующие: 1. Двигатели ВАЗ-2110: а) Первое компрессионное кольцо — 1,475-1,490 мм / 0,25-0,45 мм. б) Второе компрессионное кольцо — 1,975-1,990 мм / 025-0,45 мм. в) Маслосъемное монолитное кольцо — 3,937— 3,922 мм / 0,25-0,45 мм. 2. Двигатели ЗМЗ-406: а) Первое компрессионное кольцо — 2,0 (-0,012) мм. / 0,30-0,55 мм. Ширина профиля — 3,80 (+0,10; -0,12). б) Второе компрессионное кольцо — 2,0 (-0,012) мм / 0,30—0,55 мм. Ширина профиля -— 3,85 (+0,10; -0,12). в) Маслосъемное монолитное кольцо— 5,0 (-0,010; -0,025) мм / 0,§0-0,55 мм. Ширина профиля вместе с расширителем — 4,25 (—0,25) мм. г) Маслосъемное наборное кольцо — 0,7 (-0,04) мм х2 + 3,25 (-0,15) мм / 0,30-0,55 мм. Подобранные комплекты колец упаковываются в пакетики, которые маркируются индивидуально, по номеру цилиндра. Опытным путем установлено, что лучшие отечественные кольца для ВАЗовских двигателей делаются непосредственно на ВАЗе по японской технологии (RIKEN). Ранее такие кольца на рынке, называли «топовскйе» (из-за надписи ТОР на верхней части кольца, с левой стороны от замка, указывающей правильность его установки при монтаже на поршень), затем завод перешел на маркировку «ВАЗ», и кольца в настоящее время называют «ВАЗовские». Кодьца производства США вместо надписи ТОР обычно маркируются небольшой сферической лункой. Кроме надписи, характеризующей положение кольца в цилиндре, на экземпляры с ремонтным увеличением диаметра наносится маркировка в виде двух цифр: 40 или 80 (у настоящих фирменных ВАЗовских колец других цифр не существует). Первая маркировка обозначает ремонтное увеличение колец на 0,4 мм (что соответствует первому ремонту), вторая на следующее ремонтное увеличение — 0,8 мм (второй ремонт). Кольца ВАЗовского производства можно рекомендовать для установки как в расточенные цилиндры, так и при замене с целью уменьшения зазоров в замке. Все поршневые кольца производства ОАО «АВТО ВАЗ», отгружаемые официально с завода, имеют упаковку с фирменным логотипом ООО «НБК-Лада». Краткая справка: на ВАЗе выпускают поршневые кольца трех номинальных размеров: 76, 79 и 82 мм, каждый из которых дополняется двумя ремонтными размерами, с увеличением диаметра на 0,4 и 0,8 мм. Каждая упаковка таких колец содержит четыре аккуратно запечатанных прозрачных пакетика. Надписи на упаковке и непосредственно на каждом пакетике должны соответствовать для комплектов с чугунными маслосъемными кольцами: 1. 2101-1000100-10 — кольца диаметром 76,0 мм для двигателей ВАЗ-2101 и ВАЗ-2103. 2. 2101-1000100-31 — кольца диаметром 76,4 мм для двигателей ВАЗ-2101 и ВАЗ-2103. 3. 2101-1000100-32 — кольца диаметром 76,8 мм для двигателей ВАЗ-2101 и BA3-2103. 4. 2108-1000100-10 — кольца диаметром 76,0 мм для двигателей ВАЗ-2108 и ВАЗ-21081. 5. 2108-1000100-31 — кольца диаметром 76,4 мм для двигателей ВАЗ-2108 и ВАЗ-21081. 6. 2108-1000100-32 — кольца диаметром 76,8 м,м для двигателей ВАЗ-2108 и ВАЗ-21081. 7.21011-1000100-10 — кольца диаметром 79,0 мм для двигателей ВАЗ-21011 и ВАЗ-2105. 8.21011-1000100-31 — кольца диаметром 79,4 мм для двигателей ВАЗ-21011 и ВАЗ-2105. 9.21011-1000100-32 — кольца диаметром 79,8 мм для двигателей ВАЗ-21011 и ВАЗ-2105.10.2106-1000100-10 — кольца диаметром 79,0 мм для двигателей ВАЗ-2106 и ВАЗ-2121, 11.2106-1000100-31 — кольца диаметром 79,4 мм для двигателей ВАЗ-2106 и ВАЗ-2121. 12.2106-1000100-32 — кольца диаметром 79,8 мм для двигателей ВАЗ-2106 и ВАЗ-2121. 13.21083-1000100-10 — кольца диаметром 82,0 мм для двигателей BA3-21083, BA3-21213, ВАЗ 21214, ВАЗ 2123 и ВАЗ 2110. 14.21083-1000100-31 — кольца диаметром 82,4 мм дм двигателей ВАЗ-21083', BA3-21213, ВАЗ 21214, ВАЗ 2123 и ВАЗ 2110. 15.21083-1000100-32 — кольца диаметром 82,8 мм для двигателей BA3-21083, BA3-21213, ВАЗ 21214, ВАЗ 2123 и ВАЗ 2110. 16. 1111-1004029 — кольца диаметром 76,0 мм для двигателей ВАЗ-1111. 17. 1111-1004031 — кольца диаметром 76,4 мм для двигателей ВАЗ-1111. 18. 1111-1004032— кольца диаметром 76,8 мм для двигателей ВАЗ-1111. 19. 11113-1004029 — кольца диаметром 82,0 мм для двигателей ВАЗ-11113. 20. 11113-1004031 — кольца диаметром 82,4 мм для двигателей ВАЗ-11113. 21. 11113-1004032 — кольца диаметром 82,8 мм для двигателей ВАЗ-11113. Комплекты колец, содержащие наборные стальные маслосъемные кольца, пока выпускаются только номинальных размеров: 1. 2108-10040029 — кольца диаметром 76,0 мм для двигателей ВАЗ-2101, BA3-2103, ВАЗ-2108 и ВАЗ-21081; 2. 2106-1004029 — кольца диаметром 79,0 мм для двигателей ВАЗ-21011, ВАЗ-2106 и ВАЗ-2121; 3. 21083-1004029 кольца диаметром 82,0 мм, для двигателей BA3-21073, ВАЗ-21213, ВАЗ-21214, BA3-2123 и ВАЗ-2183; 4. 1111-1004029-01 — кольца диаметром 76,0 мм для двигателей ВАЗ-1111. Первое компрессионное кольцо по причине высокой на него нагрузки хромируется (как правило, толщина покрытия составляет 50-60 мкм). Слой жесткого хрома ч длительное время с успехом предотвращает повышенный износ рабочей части кольца. Поверхность, покрытая слоем хрома, имеет мелкую матовую структуру, глаз опытного моториста без труда отличит его от стального блеска непокрытого кольца. Профиль первого кольца 1 {рис. 4.15) в лицевой части имеет некоторый радиусный изгиб, обеспечивающий наилучшее прилегание и предотвращающий касание передними кромками поверхности цилиндра (во время работы кольца несколько выгибаются в ту или иную сторону в зависимости от давления газов и положения поршня). Второе компрессионное кольцо по причине гораздо меньшей на него нагрузки хромом не покрывается. Профиль второго компрессионного кольца 2 (рис. 4.15) в нижней его части имеет клиновидную форму в виде острого скребка, что позволяет ему снимать излишки масла обратно в масляный поддон двигателя. Маслосъемные кольца 3 (рис. 4.15) желательно устанавливать с хромовым покрытием, так как (несмотря на меньшую тепловую нагрузку и лучшие условия смазки) они всегда изнашиваются первыми. Профиль компрессионных
колец ВАЗовского производства на тыльной части Содер. жит небольшие фаски 4 (рис. 4.15). Это также позволяет отличать настоящие кольца от поддельных, имеющих в этих местах острые кромки. Торцы их замков, вследствие обработки наждачным полотном, должны быть несколько светлее нерабочих поверхностей и иметь характерные следы (риски) от абразива и несколько закругленные края. Расширитель чугунных маслосъемных колец должен иметь переменный шаг и шлифованную поверхность как по наружному диаметру, так и по торцам. Пружина для стального маслосъемного кольца обязательно имеет хромированный слой, а в зоне замка (на шлифованных поверхностях) должны иметься небольшие синеватые следы от перегрева металла. По причине того, что второе компрессионное кольцо перед фосфатированием подвергается притирке, под тонким слоем фосфата должна просматриваться светлая тонкая, около 0,5 мм, полоска, расширяющаяся около замка. Стальные маслосъемные кольца и расширительные пружины ВАЗовского производства покрывают слоем хрома, что заметно отличает их от колец других производителей, нередко выдаваемых за настоящие ВАЗовские. ; ^ Чугунные маслосъемные кольца с покрытием рабочей части хромом имеют симметричные выступы, в противном случае кромки колец не хромированы. Кольца двигателя ЗМЗ-406, к примеру 402.1000100 (-АР), по конструкции мало чем отличаются от ВАЗовских, показанных на рисунке 4.15. Единственным их отличием является профиль второго компрессионного кольца, который имеет «минутный» наклон рабочей части и не имеет нижней проточки. Краткая справка: обозначение распространенных поршневых колец для двигателей ЗМЗ-406 следующее: 1. 402-1000 060 — комплект поршневых колец ЗМЗ (производства ОАО «КАМАЗ» ), в который входят (ж 4 шт): а) 402.1004030-01 — кольцо поршневое компрессионное верхнее. Кольцо изготовлено из высокопрочного чугуна, имеет симметричный бочкообразный профиль, его рабочая поверхность покрыта хромом. б) 402.1004025-01 — кольцо поршневое компрессионное нижнее. Кольцо изготовлено из высокопрочного чугуна, его рабочая поверхность имеет оптимально подобранный уклон, обеспечивающий эффективное удаление излишнего масла со стенок цилиндра. Рабочая часть кольца покрыта противозадирным слоем (химическое фосфатирование). в) 402.1004034-01 — кольцо поршневое маслосъемное. Кольцо монолитное с экспандерным расширителем, сделанным с переменным шагом навивки. Изготовлено из легированного чугуна, с хромированным покрытием рабочих кромок. 2. 406.1000100-01 — комплект поршневых колец номинального размера (моторокомплект BAZULUK производства Чехии). Комплекты ремонтных колец имеют обозначения 406.1000100-АР (d=92,5 мм) и 406.1000100-БР (d=93,0 мм). Комплекты упаковываются в оригинальную упаковку ЗМЗ. 3. 9-5650-00 — комплект поршневых колец номинального размера фирмы SM. Комплекты ремонтных колец имеют обозначения 9-5650-50 (первый ремонт) и 9-565010 (второй ремонт). Комплекты SM также упаковываются в оригинальную упаковку ЗМЗ. 4. 08-398300-00 — комплект поршневых колец номинального размера (d=92,0) Goetze (Германия). Ремонтный комплект имеет обозначение 08-398307-00 (d-92,5 мм ). 5. KNG-1000100-51— комплект поршневых колец номинального размера (d=92,0) KENO (США). Комплекты ремонтных колец имеют обозначения KNG-100010052 (d=92,5 мм) и KNG-1000100-53 (d=93,0 мм). 4. Вкладыши подшипников коленчатого вала. От качества изготовления вкладышей в конечном итоге зависит давление в масляной магистрали двигателя, недостаток которого быстро приводит любой двигатель в плачевное состояние. По этой причине установка дорогих качественных вкладышей сэкономит впоследствии немало средств. Из отечественных производителей следует выделить вкладыши «Заволжского моторного завода» (ЗМЗ), товарный знак которого выбит на тыльной стороне вкладышей и имеет вид стилизованной чайки с буквами ЗМЗ. К сожалению, не все попадающиеся в продаже вкладыши с таким товарным знаком настоящие. Подделку можно выявить по следующим основным отличиям: 1. На фиксирующем выступе не должно быть корректирующих следов от молотка. 2. Отверстие для сообщения с масляной магистралью должно быть просверлено без снятия фасок, а не пробито штампом с последующим снятием фаски с тыльной (нерабочей) стороны. 3. Углы переходов должны быть прямыми. 4. По наружной поверхности не должно быть фасок. 5. Цвет тыльной части вкладышей должен быть светлым, а не темным. Из зарубежных производителей вкладыши отличного качества выпускает немецкая фирма KOLBENSCHMIDT (KS), являющаяся официальным поставщиком деталей на конвейеры многих известных производителей. Очень хорошо себя зарекомендовали вкладыши: GLYCO;. SEALED POWER; TRW; MAHLE; GOETZE, а фирмы GLACIER; CLIEVITE; SM и BIMET поставляют вкладыши коленчатого вала и для отечественных автомобилей. Несмотря на двоййую цену таких вкладышей (относительно цены на аналогичную отечественную продукцию), по возможности лучше устанавливать импортные еще и по той причине, что их антифрикционный слой гораздо «лояльнее» к металлу шеек, нежели тот же слой в отечественном исполнении. К сожалению, товарные знаки отлично зарекомендовавших себя фирм нещадно подделывают «левые» производители запасных частей, поэтому, не имея опыта и ДРУ- гих возможностей (близлежащий магазин — официальный дилер вышеназванных фирм или опытного моториста), не стоит устанавливать первые попавшие вкладыши. Сначала изучите вкладыши нескольких производителей, сравните упаковку и качество их изготовления, подделка по каким-то параметрам все равно себя выдаст. Визуально вкладыш должен выглядеть без заусенцев по краям и с чисто обработанной поверхностью антифрикционного слоя, микроскопические риски от механической обработки должны, как правило, располагаться вдоль оси собранного подшипника скольжения. По толщине вкладыши проверяют с помощью специального микрометра, имеющего сферический наконечник. При отсутствии такого довольно редкого измерительного инструмента можно воспользоваться обычным микрометром МК-0-25 мм, проложив между одним из наконечников и антифрикционным слоем вкладыша калиброванный стальной шарик, вычитая впоследствии его диаметр из полученного результата. При замере следует учесть, что края вкладышей соприкасающихся между собой при сборке, имеют несколько меньшую толщину антифрикционного слоя. Если информация о толщине вкладышей недоступна, можно собрать подшипники без вала, измерить их внутренний диаметр нутромером и, сопоставив диаметры шеек вала и требуемый зазор, принять решение об их пригодности. Краткая справка: основные размерности вкладышей двигателей ВАЗ-2110: 1. Ремонтное уменьшение внутреннего диаметра — 0,25 мм; 0,5 мм; 0,75 мм и 1,0 мм. 2. Толщина шатунных вкладышей: а) Номинальный размер (2101-1000104-10) — 1,7231,730 мм. б) Первый ремонт (2101-1000104-12) — 1,8481,855 мм. в) Второй ремонт (2ЮТ-1000104-13) — 1,9731,980 мм. г) Третий ремонт (2101-1000104-14) — 2,0982,105 мм. д) Четвертый ремонт (2101-1000104-15)—- 2,2232,230 мм. 3. Толщина коренных вкладышей: а) Номинальный размер (0,00) — 1,824-1,831 мм. б) Первый ремонт (+0,25) — 1,949-1,956 мм. в) Второй ремонт (+0,50) — 2,074-2,081 мм. г) Третий ремонт (+0,75)— 2,199-2,206 мм. д) Четвертый ремонт (+1,0) — 2,324-2,331 мм. Краткая справка: основные размерности вкладышей двигателей ЗМЗ-406: 1. Ремонтное уменьшение внутреннего диаметра — 0,25 мм; 0,5 мм и 0,75 мм. 2. Толщина шатунных вкладышей: а) Номинальный размер (406-1000104) — 1,7231,730 мм. б) Первый ремонт (406-1000104-20) — 1,848-1,855 мм. в) Второй ремонт (406-1000104-21) — 1,973-1,980 мм. г) Третий ремонт (406-1000104-22) — 2,098-2,105 мм. 3. Толщина коренных вкладышей: а) Номинальный размер (406-1000102) —- 1,8241,831 мм. б) Первый ремонт (406-1000102-20) — 1,949-1,956 мм. в) Второй ремонт (406-1000102-21) — 2,074-2,081 мм. г) Третий ремонт (406-1000102-22) — 2,199-2,206 мм. Для того чтобы вкладыш плотно заходил в свое гнездо (как говорят — «защелкивался»), его делают с несколько увеличенным радиусом (величина распрямления, как правило, составляет 0,5—1 мм). Вкладыши, садящиеся в гнезда без какого-либо сопротивления, отбраковывают. Для получения необходимой плотности посадки вкладыш, временно смонтированный в свое гнездо должен немного выступать по торцам (в среднем, примерно 0,020,04 мм с каждой стороны). Ремонтные вкладыши, кроме товарного знака производителя, имеют на своей тыльной стороне величину уменьшения от номинального диаметра, выраженную, как правило, в миллиметрах (например, обозначение 0,25, соответствует первому ремонтному размеру вала, прошлифованному на 0,25 мм). Изредка, но попадаются вкладыши с надписью на тыльной стороне 0,05 — это так называемые межремонтные вкладыши, предназначенные для установки совместно с износившимся коленчатым валом без ремонтной шлифовки последнего. Такой ремонт нельзя назвать полноценным, потому как износившиеся шейки вала имеют, кроме уменьшенного износом диаметра, неровную поверхность, повышенные овальность и конусность. Таким образом, отремонтированное сопряжение будет иметь несопоставимо меньший ресурс, нежели отремонтированное с применением шлифовки вала. Что кается вкладышей, ограничивающих осевое перемещение коленчатого вала, то они бывают в основном двух типов: 1. В виде полуколец. В свою очередь полукольца различаются по месту установки и материалу, например, ВАЗовские вкладыши бывают со стальной основой, покрытой слоем алюминиевого (серебристого цвета) или медного (желтоватого или бледно-красного цвета) сплава, и металлокерамические (золотистого цвета), полностью изготовленные из порошка методом спекания. Последние предназначены для установки со стороны маховика для увеличения ресурса сопряжения (так как при «выжиме» сцепления основная осевая нагрузка приходится именно на задний вкладыш). Отличить порошковое полукольцо от обычного нетрудно: обычное с тыльной стороны имеет стальной цвет и магнитится, его пазы с лицевой части фрезерованы, а структура материала (в отличие от металлокерамики) не пористая. 2. Изготовленные совместно с коренными вкладышами одной из шеек коленчатого вала (обычно средней). Такая конструкция, при всей ее технологичности, не лишена недостатков: 1. Совмещенные вкладыши придется менять совмес-г. но, если какой-либо из них износится. 2. Труднее подбирать вкладыши во время ремонта (од. новременно по двум параметрам). 3. Невозможно ликвидировать излишнее осевое пере, мещение коленчатого вала без его снятия (полукольца, к примеру, на «Жигулях» можно поменять* сняв только поддон и крышку последнего коренного подшипника). Упорные полукольца на двигателях ЗМЗ-406 не взаимозаменяемые и подразделяются на верхние и нижние: 1) 406-1005186-02 — полушайба упорного подшипника верхняя; 2) 406-1005187-02 — полушайба упорного подшипника нижняя (с выступом). Конструкция некоторых зарубежных двигателей (четырехцилиндровый DS автомобиля AUDI-100 и др.) позволяет использовать вкладыши обоих типов без какихлибо переделок. 5. Вкладыши вспомогательных агрегатов (втулки). Вкладыши подбирают исходя из точности их изготовления, а также материала антифрикционного слоя. По внешнему диаметру втулки (если под рукой нет табличных значений и измерительного инструмента) не должны свободно заходить в гнезда блока от руки. Их пригодность по внутреннему диаметру проверяется с помощью деталей, которые в дальнейшем будут совместно с ними работать. Новый вкладыш должен плотно садиться на шейки вала практически без зазора илй даже с некоторым небольшим натягом. Бояться отсутствия зазоров в этом случае не стоит, так как вкладыш после запрессовки в блок (при этом еще больше уменьшится его внутренний диаметр) калибруется соответствующей разверткой. Что касается материала, опыт показывает, что ручная развертка чище и легче работает по медным сплавам (латунь, бронза), чем по вязким алюминиевым . В последнем случае велика вероятность получить некачественную по- верхность— развертка «робит, то есть выхватывает металл мелкими разрозненными кусочками в виде тонких пластинок. Многие вкладыши изготовлены методом прессования из порошка с примесью графита, что позволяет значительно улучшить условия их работы, к тому же пористая структура позволяет впитываться маслу, что дополнительно улучшает условия смазывания. По этой причине применять самодельные втулки из случайно попавшего в руки материала крайне нежелательно. 6. Шатуны. Шатуны подбираются по массе, так как все они ощутимо отличаются по этому параметру (особенно часто это происходит, если подбирать комплект из шатунов разных производителей). Массу верхней и нижней частей шатуна необходимо определять по отдельности (рис. 4.16), и только затем взвешивать его полностью. Параллельность осей симметрии верхнего и нижнего отверстий (отклонения не более 0,01—0,015 мм на длине 50 мм) проверяется с помощью специального приспособления. Отверстия в головках шатуна должны быть ровные, без заусенцев и задиров (к примеру, у шатунов заднеприводных «Жигулей» поверхность отверстий должна визуально напоминать поверхность цилиндров после хонингования). Разъемное отверстие в нижней головке на ощупь не должно иметь никаких, даже едва ощущаемых уступов в местах стыковки шатуна и его крышки. Для проверки плотности посадки крышки на направляющие болты шатуна ее крепеж нужно ослабить, после этого она должна оставаться на своем месте. Это позволяет быть уверенным, что сопряжение будет собрано правильно, без перекоса между нижней головкой шатуна и крышкой. Более совершенные конструкции шатунов импортного производства (MERCEDES-BENZ, VOLVO, OPEL, BMW и др.) для предотвращения таких перекосов имеют в своо ей конструкции центрирующие втулки.
Ширина углублений под замки вкладышей должна быть не меньше, чем ширина выступов на вкладышах; такой дефект изредка, но бывает. Некоторые шатуны имеют разъем крышки, полученный путем излома некогда монолитной детали, при этом точность отверстия в среднем составляет 0,0015 мм. Размерности отверстий в головках шатуна проверяются следующим образом: 1. Верхняя головка. Головка, предназначенная под Запрессовку пальца (натяг 0,015-0,04 мм), проверяется специальным нутромером. Такие соединения контролируют после сборки, нагружая их определенным усилием (для двигателя «Жигулей» палец в остывшем состоянии не должен сдвигаться от усилия в 400 кг (4000 Н)). Отверстия с запрессованной втулкой в верхней головке шатуна (под плавающий палец) проверяются с помощью пальца с соответствующей цветовой маркировкой. При этом палец, смазанный моторным маслом, должен плотно входить в отверстие втулки от несильного нажатия и не выпадать из нее от собственного веса при его вертикальном положении. 2. Нижняя головка шатуна. Диаметр нижней головки шатуна измеряется нутромером при условии, что его крышка затянута с рекомендуемым моментом, запредельные овальность, конусность и отклонения от диаметра не допускаются. Шатуны двигателей ВАЗ-2110 в отличие от своих предшественников (ВАЗ-21083) изготовлены из улучшенных материалов и в верхней головке имеют втулку с бронзовым антифрикционным слоем под плавающий палец. Шатуны двигателей ВАЗ-21213 в отличие от «классических» также приобрели втулку в верхней части под плавающий палец. Шатуны двигателей BA3-2123 (ВАЗ-2124) отличаются от аналогичных ВАЗ-21213 несколько облегченной конструкцией. Шатуны двигателей ЗМЗ-406 имеют оригинальную конструкцию, поэтому обозначаются как 406.1004045-01. 7. Коленчатый вал. Коленчатый вал — важнейшая и дорогостоящая часть двигателя, поэтому подход к проверке его состояния должен быть соответствующий. Для двигателей ВАЗа валы отливаются из высокопрочного чугуна с шаровидным графитом, валы иномарок не редко изготовлены путем ковки из стальных заготовок. Поверхности шеек чугунных валов обрабатываются токами высокой частоты (ТВЧ), а стальные азотируются (на глубину до 0,8 мм). Такого рода термообработка увеличивает износостойкость поверхностей шеек коленчатых валов и позволяет их прошлифовать на ремонтные размеры. При применении восстановленного таким образом вала следует учесть, что с каждым ремонтным уменьшением диаметра шеек его ресурс уменьшается (из^за потери твер. дости по мере снятия металла с их поверхностей). Потери ресурса у шеек последнего ремонтного уменьшения достигают 50-60% от номинала. Применение вала, восстановленного путем наплавки шеек (и последующей их шлифовки под номинальный размер), крайне нежелательно, даже специализированные предприятия не дают гарантий на такую работу. Все когда-либо попадавшие в ремонт двигатели (с наплавленными валами) имели их осевое искривление, доходящее порой до такой степени, что исправный стартер (при определенной температуре двигателя) не был в состоянии проворачивать восстановленный таким способом вал. Визуальный осмотр очищенного от консерванта коленчатого вала не должен выявить раковин и трещин в любой его части, рисок забоин или иных повреждений на поверхности шеек и местах соприкосновения с кромками сальников. Поверхность шеек и обоих концов вала должна быть гладкой на ощупь (отполированной) и одинаково равномерной на вид. Пробки каналов, если они смонтированы, должны надежно сидеть в своих гнездах и быть дополнительно застопорены кернением. Вся имеющаяся резьба должна быть полной и нарезанной до конца. Правильность расположения резьбовых отверстий под крепление маховика проверяется путем его временного монтажа на вал. Обе поверхности под упорные полукольца должны иметь чистую, без полос и задиров поверхность. Щ Шпоночный паз проверятся с помощью новой шпонки, которая должна заходить в свое гнездо с некоторым натягом, зазоры в такой посадке не допускаются. Гнездо под подшипник первичного вала КПП доляС" но быть ровным, без задиров, заусенцев и правильно» размерности. Его проверка при отсутствии измеритель - ного инструмента проверяется с помощью штатного подшипника: при попытке его запрессовать вручную он должен немного «закусывать» в гнезде и не выпадать без поддержки. Коленчатые валы для двигателей ВАЗ-2103 (2106) — (2103-1005015), отличающиеся от «копеечных» (ВАЗ-2101 (21011))— (2101-1005015) радиусом кривошипа (увеличенным на 7 мм) , маркируются на одной из щек средней коренной шейки цифрами «2103» . Валы «десяток» (2110-1005015) отличаются от валов 2108 (2108-1005016) увеличенными противовесами и их полной механической обработкой, что не исключает их взаимозаменяемости. «Нивские» валы двигателей BA3-21213 — (212131005015) и BA3-2123 (ВАЗ-2124) — (2123-1005012), аналогичные по конструкции и размерам, от «классических» в основном отличаются измененными противовесами. Коленчатые валы двигателей ЗМЗ-406 оригинальные, что отражается в их обозначении — 4062.1005010. Подбирая вал, проверьте его шпоночный паз под обе шпонки 6x10 (4598240267) и 8x30 (296144-П). Проверка KB по диаметру, овальности и конусности шеек проводится с помощью микрометров (к примеру, для двигателей ВАЗ и ЗМЗ-406 достаточно два микрометра: МК-25-50 мм и МК-50-75 мм). Овальность и конусность ВАЗовских шеек должны быть не более 0,005 мм. Как и для других деталей двигателя, замеры должны производиться при температуре окружающей среды, близкой к 20 °С. Переходы поверхности шеек к щекам (галтели) вала в обязательном порядке должны иметь определенный радиус, величина которого в среднем составляет 1,8-2,5 мм (иногда попадаются валы с галтелями до 5 мм) и зависит от конкретной модели двигателя. Вал без радиусных переходов можно считать бракованным, так как прямоугольный переход является концентратором напряжений, который способствует быстрому возникновению усталостных трещин. Проверку вала на кривизну и соосность его шеек производят на специальном стенде с помощью индикатора часового типа. Заодно необходимо проверить биение привалочной плоскости маховика (рекомендуется производить с закрепленным маховиком, отслеживая биения по его поверхностям). Если по каким-либо причинам вам не удалось получить информацию по точности изготовления и предельным отклонениям от размеров (допустим, к эксклюзивному валу), как крайний случай, можно ориентироваться по усредненным значениям: 1. Точность изготовления шеек вала по диаметру — 0,015 мм. 2. Конусность и овальность всех шеек вала — 0,005 мм. 3. Несоосность осей коренных и шатунных шеек в пределах длины вала— 0,05 мм. 4. Биение передней поверхности вала под шкив — 0,01 мм. 5 . Биение задней поверхности вала под сальник— 0,01 мм. 6. Биение поверхности под посадку маховика (центрирующий поясок) — 0,1 мм. 7. Биение привалочной плоскости под маховик — 0,1 мм. 8. Взаимное биение коренных шеек — 0,005-0,007 мм. 9. Биение торцевых поверхностей под упорные полукольца — 0,01 мм. 8. Блок двигателя. Если блок цилиндров подлежит замене, перед тем как исследовать новый, запаситесь: | 1. Нутромером— для проверки геометрии и диаметра, цилиндров и отверстий под вкладыши. 2. Лекальной линейкой (длинной, не менее длины блока) — для проверки привалочной плоскости ГВЦ и соосности гнезд коренных подшипников. 3. Лекальными угольником и линейкой (длинной около 250 мм) — для проверки перпендикулярности оси симметрии цилиндров и привалочной плоскостью ГВЦ. 4. Набором тонких металлических щупов (№ 1) — для определения величины зазоров. При визуальном осмотре блока обращайте внимание на чистоту механической обработки, правильность запрессовки технологических пробок и качество резьбовых отверстий, в последнем случае неплохо с собой прихватить соответствующий крепеж. Трещины, раковины и механические повреждения поверхности блока не допускаются. Перпендикулярность оси симметрии цилиндров и привалочной плоскости ГВЦ проверяются следующим образом: к стенке цилиндра вертикально устанавливается лекальная линейка, затем к привалочной плоскости ГВЦ и выступающей части линейки прикладывается лекальный угольник. Если при этом недопустимых зазоров между линейкой, угольником и плоскостью блока не наблюдается, значит, перпендикулярность оси цилиндра к плоскости блока имеется. Если при проверке цилиндра по кругу будет какойлибо зазор, значит, цилиндр имеет конусную форму, которая легко проверяется с помощью нутромера, замерами в нижней и верхней частях цилиндра. Конусность образуется при обработке цилиндров на изношенном оборудовании и иногда встречается после ремонтной расточки (при максимальном выдвижении неисправного шпинделя его радиальный люфт увеличивается до недопустимой величины). При этом резец отжимается от поверхности цилиндра на величину люфта, постепенно нарушая параллельность стенок. Если зазоры появляются в разных местах, скорее всего, ось симметрии цилиндра не перпендикулярна плоскости блока. Дефект такого рода возникает, если блок во время обработки был установлен на станину станка с перекосом относительно горизонтальной плоскости либо его шпиндель передвигается не перпендикулярно рабочему столу. Все замеченные отклонения от перпендикулярности не должны превышать 1/2 рабочего зазора в цилиндрах двигателя, что в среднем составляет 0,02-0,025 мм. Оба дефекта, как Цравило, исправляются только расточкой блока на следующий ремонтный размер. Отверстия постелей под коренные вкладыши проверяются с помощью нутромера, при этом отклонения диаметра, овальности и конусности должны быть в пределах допускаемых производителями на конкретный тип двигателя. Проверка постелей коренных подшипников коленчатого вала на совпадение их осей симметрии производится с помощью лекальной линейки. Ее одновременно прикладывают к поверхности всех отверстий, предварительно демонтировав их крышки (бугеля). Убедившись с помощью набора щупов в соосности постелей, проверяем перпендикулярность осей цилиндров к оси постелей коренных подшипников. Проверка производится с помощью лекальной линейки (установленной на постель коленчатого вала) и лекального угольника (одновременно приложенного к стенке цилиндра и к линейке), при этом запредельных зазоров между поверхностями и инструментом быть не должно. Привалочную плоскость под ГВЦ проверяют, прикладывая к ней длинную лекальную линейку, отслеживая наличие зазоров на просвет и определяя отклонения от плоскости с помощью набора щупов. Для большинства двигателей зазор не должен превышать значения в 0,05 мм, в противном случае плоскость требует выравнивания. Блоки двигателей ВАЗ-2101 (05 и 011) и BA3-2103 (06 и 2121) различаются между собой высотой, последние выше на 7 мм. Блоки ВАЗ-2101 (03) и ВАЗ-21011- (05, 06 и 2121) диаметром цилиндров, первые имеют номинальный диаметр 76 мм, вторые 79 мм. Блоки 2113 — высокие, в отличие от блоков ВАЗ-2121 они имеют номинальный размер цилиндров 82 мм. Бло- ки впрысковых двигателей BA3-2123 (ВАЗ-2124) практически аналогичны блокам ВАЗ-21213, различия только в том, что у последних появилась дополнительная площадка под датчик детонации. Блоки ЗМЗ-406 оригинальные (406.1002010-20), разрабатывались специально под этот тип двигателя. 9. Распределительный вал. Кроме всего прочего (отсутствие следов грубой обработки, трещин и других заметных дефектов), необходимо замерить высоту подъема каждого кулачка и диаметры всех опорных шеек. Распредвалы «классики» ВАЗ-2101-2107, при всей своей схожести с распредвалами «Нивы» BA3-21213, отличаются от них профилем кулачков и количеством шестигранных шеек: у первых она одна, у вторых — две. Распределительные валы, не имеющие такую шейку, — из старых запасов, они выпускались до 1985 года, после чего между 3-м и 4-м кулачком появился шестигранник. Это означает, что кулачки такого вала имеют индивидуальную термообработку и их чугунная поверхность имеет свойства качественной стали. Визуально такой кулачок имеет желтоватый оттенок в рабочей части и синеватый отлив по его краям. Распредвалы двигателей ВАЗ-2110 и ВАЗ-2108 по своим посадочным местам унифицированы, однако вал «десятки» имеет измененное угловое положение относительно шпонки и увеличенную высоту кулачков: для выпускных клапанов — на 0,3 мм (9,3 мм) и для впускных — на 0,6 мм (9,6 мм), что, впрочем, не исключает их взаимозаменяемость. Распредвалы для двигателей новой «Нивы» — ВАЗ2123 (ВАЗ-2124) имеют специальный профиль кулачков, предназначенный для работы с гидрокомпенсаторами клапанных зазоров. В ГВЦ двигателей ЗМЗ-406 устанавливаются два распредвала: 1. 4061006012-30— вал привода выпускных клапанов (со штифтом справа от соседнего отверстия, расположен с левой стороны ГВЦ). 2. 4061006012-10 — вал привода впускных клапанов (со штифтом слева от соседнего отверстия, расположен с правой стороны ГВЦ). 10. Маховик коленчатого вала. Новый маховик поставляется в запасные части в сбалансированном состоянии и в дополнительной балансировке не нуждается. При покупке необходимо обратить внимание на состояние зубчатого венца и отсутствие повреждений на поверхности, предназначенной для контакта с накладками ведомого диска сцепления, которая к тому же должна несколько выступать (к примеру, на «жигулевском» двигателе высота выступания составляет 1,5 мм, которая после ремонтной проточки не должна быть меньше чем 0,5 мм). Разного рода раковины и трещины в любых местах маховика не допускаются. Щ Выбранный маховик проверяется на допустимые биения его плоскостей. Если нет возможности и желания посещать по этому поводу ремонтную мастерскую, проверку можно произвести в гараже без специальных приспособлений. Делается это следующим образом: на заранее установленный в блок коленчатый вал крепится маховик (на весь крепеж и с соответствующим моментом его затяжки). Затем, чтобы исключить влияние осевого перемещения коленчатого вала на результат замеров, блок устанавливаем вертикально на деревянные бруски, с таким расчетом, чтобы передний конец коленчатого вала ни с чем не соприкасался. Далее устанавливаем на заднюю часть блока стойку с индикатором часового типа (можно модели ИЧ-10) и производим замеры биений на требуе: мых плоскостях, вручную вращая маховик (при этом У основной массы двигателей, включая ВАЗовские, биения не должны превышать 0,1 мм). Маховики «Жигулей» (2101-1005115), включая «Ниву» ВАЗ-2121, взаимозаменяемы. Маховик «десятки» взаимозаменяем с «восьмым» Ус" ловно (только совместно с КПП и стартером, так как форма зубьев на венце «десяток» и крепление переднего конца их стартера несколько иные). Маховик двигателя ЗМЗ-406 (имеет обозначение 4062.1005115) поставляется в запчасти вместе с зубчатым ободом и монтируется на коленчатый вал посредством стальной шайбы и шести самоблокирующихся болтов (4062.1005127) . 11. Шкивы. Разного рода шкивы проверяются с помощью того же индикатора часового типа, хотя требования в отклонениях для них менее жесткие, так как ремень хорошо сглаживает небольшие биения рабочих плоскостей. В любом случае шкив должен иметь беззазорную посадку на предназначенном для него валу и визуально не должен бить в радиальном и осевом направлении при его вращении от руки. В случае если шкив предназначен для клинового ремня, биения отслеживаются только на плоскостях, непосредственно соприкасающихся с рабочими частями ремня. Остальные биения, особенно заметные у легких шкивов, собранных из двух штампованных половинок, можно игнорировать. В случае если шкив предназначен для натяжения ремня и собран заодно с подшипником качения (натяжной ролик), следует проверить и подшипник. Шкивы впрысковых двигателей «десятого» семейства и новых моделей «Нив» имеют резиновый демпфер и зубчикй под датчик углового положения коленчатого вала, что усложняет их изготовление, поэтому обязательно проверяйте их на боковое и радиальное биения. Аналогичные шкивы двигателей ЗМЗ-406 (406.100505030) сажаются на коленчатый вал через призматическую шпонку 8x30 (296144-П) и крепятся через зубчатую шайбу (293554-П29) стяжным болтом (4905-1005056-10). Шпонка должна плотно входить как в паз коленчатого вала, так и в ступицу его шкива. 12. Сальники. Сальники двигателя являются одними из самых недорогих компонентов автомобильного двигателя, одновременно с этим стоимость замены некоторых из них многократно превышает стоимость самого сальника. По этой причине следует устанавливать только высококачественные сальники, особенно это касается сальника заднего конца коленчатого вала. Исходя из практического опыта можно сказать, что лучшие сальники производятся, увы, не у нас. Кромки фирменных сальников на ощупь значительно мягче, что способствует более длительному их ресурсу и лучшей сохранности поверхности вала, контактирующей с сальником. Из продукции отечественных предприятий предпочтительными являются сальники из материала коричнево-красного цвета как наиболее надежные в работе и более стойкие к воздействию моторного масла. Надписи на сальниках должны быть четкими и полностью читаемыми, на них должен присутствовать логотип предприятия-производителя. Сальники, имеющие маслосгонные наклонные риски, должны в обязательном порядке иметь на своем корпусе стрелку, указывающую направление вращения вала. При подборе «неродных» уплотнений следует учесть, что такие сальники предназначены только для валов, вращающихся в направлении, указанном на сальнике. Щ Будьте внимательны, иногда встречаются поддельные сальники, с ВАЗовскими каталожными номерами, внешне выполненные вполне сносно, с логотипом популярной фирмы, но со стрелкой, указывающей противоположное вращение вала! Подбирая сальники к эксклюзивным двигателям, следует учесть некоторые их особенности, а именно: 1. Применять отечественные сальники, особенно от сельхозтехники на высокофорсированных импортных двигателях, — потеря времени на их установку. То же самое можно сказать о сальниках из резины черного цвета, исключение составляют сальники из акрилатного и фторкаучука балаковского резинотехнического завода, которые имеют красный или коричневый цвет. 2. Подошедший по размеру сальник должен быть предназначен для той же окружающей среды, что и заменяемый. 3. Сальники, имеющие размерные отклонения от оригинала, без изменения размеров установочного гнезда и диаметра вала применять нельзя. При совпадении наружного и внутреннего диаметров ширина нового сальника не должна заметно превышать ширину оригинала (обычно допускается не более 2,5-3 мм в ту или иную сторону). Более тонкий сальник устанавливается без особых проблем; иногда требуется поставить дистанционное колечко по внешнему диаметру шириной, равной разнице между новым и оригинальным сальником; 4. Если сальник по внешнему диаметру подобрать не удается, можно расточить посадочное гнездо или, если подходящий по валу сальник имеет меньший внешний диаметр, использовать переходное кольцо, запрессовав его в посадочное гнездо. Последний вариант предпочтительней по той причине, что переходное кольцо всегда можно-без проблем удалить и поставить оригинальный сальник, чего не скажешь о расточенном посадочном месте. Если внешний диаметр нового сальника полностью совпадает, а внутренний несколько больше, подтягивать внутреннюю пружину бесполезно — кромка сальника вывернется, и сальник работать все равно не будет. В этом случае правильным выходом из положения будет запрессовка переходной закаленной втулки на вал с последующей её шлифовкой под требуемый размер. Втулка шлифуется совместно с валом (в его центрах) для устранения радиальных биений, после чего необходимо ее рабочую поверхность отполировать до состояния поверхности вала под кромку «штатного» сальника. 5. Если на валу двигателя имеется значительный износ от кромки старого сальника, следует подбирать новый с таким расчетом, чтобы его кромка по возможности была смещена относительно кромки оригинального, или сальник должен иметь возможность устанавливаться с Дистанционным колечком, несколько отодвигающим кромку от старого положения. 6. Для двигателей с довольно изношенными подшипниками вала желательно применять сальники с маслосгонными рисками. Предупреждение! Валы некоторых двигателей, например фирмы Honda, имеют противоположное вращение (против часовой стрелки), поэтому сальники с маелосгонными рисками от остальных двигателей к ним не подходят, и наоборот, такого рода сальники, предназначенные для установки в двигатели фирмы Honda нельзя устанавливать на двигатели с вращением валов по часовой стрелке. 7. Сальники, имеющие дополнительный пыльник, предпочтительнее, так как их ресурс относительно сальников без такового в наших погодных условиях значительно больше. 8. Поверхность сальника под запрессовку в гнездо по возможности должна быть обрезиненной, в этом случае достигается наибольшая герметичность посадки и упрощается его монтаж и выпрессовка. 9. При замене сальника необходимо определить причину, по которой старый сальник потерял свои рабочие свойства. Например, если соприкасающаяся с его кромкой поверхность вала повреждена или вал имеет недопустимые радиальные перемещения, замена сальника проблему утечки жидкости если и решит, то только на очень короткое время. К такому же результату может привести ранее неправильно установленная крышка двигателя {если сальник меняется без ее демонтажа). 10. По возможности следует применять сальники известных фирм, специализирующихся на их изготовлении или продаже: АЕ; SM; ELRING; GOETZE; FEDERAL MOGUL и др. Для двигателей отечественных автомобилей немецкая фирма SM поставляет довольно широкую номенклатуру* Можно подобрать сальники, предназначенные как для автомобилей семейства ВАЗ, так и для более крупногабаритной техники Щ автомобилей «Волга» и УАЗ. 13. Сальники клапанов (маслоотражательные колпачки). Сальники клапанов также довольно часто подделывают. Стоило только отечественному НПК «Резерв» (г. Самара) выйти на приличный уровень качества, как тут же рынок наводнили упаковки с комплектами сальников, к «Резерву» относящиеся только однотипным названием и похожим на оригинал светло-бежевым цветом. Двигатели ВАЗа имеют сальники клапанов типоразмера 8x10,8 мм, что соответствует размеру сальников многих европейских автомобилей и позволяет установить на эти моторы сальники клапанов от известных производителей. Сальники клапанов двигателей ЗМЗ-406 (406.1007026) менее универсальны, но их тоже можно встретить в каталогах известных мировых производителей. В отличие от основной массы ВАЗовских двигателей, в комплект сальников ЗМЗ-406 входит 16 шт. , это справедливо и для 16-клапанных « десяток ». Из импортных чаще всего на наших прилавках встречаются высококачественные маслоотражательные колпачки немецких фирм ELRING (имеет филиал во Франции), GOETZE и SM. Две первые фирмы некоторое время являлись поставщиками на конвейер ВАЗа, пока их не сменили сальники клапанов отечественной фирмы НПК «Резерв». Все современные маслоотражательные колпачки изготавливаются из термостойкой резины (акрилатный или фторкаучук), что делает их ресурс весьма существенным — не менее 150 тыс. км пробега автомобиля. Сальники клапанов фирмы ELRING имеют коричневый цвет и четкие надписи на цилиндрической части. Надписи соответствуют следующим значениям: 1. France (Франция)— страна-изготовитель. 2. ERO — европейский стандарт. 3. 234 — номер гнезда пресс-формы. 4. Elring — фирма-изготовитель. Часто встречающиеся подделки йод широко распространенные сальники клапанов этой фирмы имеют отличия в количестве знаков, обозначающих номер пресс-формы, изаметный даже на глаз уменьшенный диаметр внутреййе го отверстия под шток клапана (видимо, таким образом по д польные производители пытаются улучшить уплотнение) Внутренний диаметр пружины сальников должен со ставлять 9,4+0,1 мм. Диаметр витка пружины должен быть 1,2 мм. Данные сальники поставляются большим количеством в общей упаковке, поэтому продаются комплектом для двигателя, связанные капроновой нитью и как правило, без индивидуальной упаковки. В отличие от подделок, окружающая поверхность от верстия под шток клапана оригинального сальника обрабатывается механическим способом, при этом образуется четко видимый матовый слой с внешней стороны. Сальники клапанов фирмы GOETZE, материалом которых служат фторкаучук или акрилатный каучук (надписи FP или АС соответственно), должны быть зеленого цвета. Фирменный знак обозначается как GOE, страна производитель отражается тремя буквами: GER — Германия. Варианты исполнения арматуры могут быть двух типов: оголенное кольцо жесткости без литников и обрезиненное кольцо жесткости с четырьмя литниками (надписи «866» и «860» соответственно). Вариантов монтажной насечки на посадочной поверхности колпачков, поставляемых на отечественный рыйок, может быть два: N— без внутренних насечек и NW— с насечкой, состоящей из пяти волн. Тип рабочей кромки определяется одной из букв: Р — формованная рабочая кромка, Е или X — подрезная рабочая кромка. Кроме того, надписи отражают: наружный диаметр сальника в мм (размер под монтажную оправку), высоту колпачка в мм и четырехзначный номер гнезда прессформы. Диаметр витка поджимной пружины должен быть 1,2 Внутренний диаметр пружины должен составлят ь 9,4+0,1 мм. Сальники клапанов, применявшиеся для двигателей старых типов, зачастую изготавливались без металлического бандажа или без применения резины (фторопластовые). В настоящее время таких конструкций практически не производится, однако это не мешает подобрать чтонибудь из современных образцов. При подборе сальников в первую очередь следует учитывать диаметры штока клапана и посадочной поверхности на втулке, а также способ их крепления (запрессовка или с помощью проточки на втулке и кольцевой пружины в нижней части сальника). В последнем случае, если втулки клапанов подлежат замене, нетрудно сделать проточки на новых втулках в соответствующем месте. Немаловажным условием является высота сальника и внутреннего отверстия. В первом случае, если сальник несколько выше оригинала, возможен его нежелательный контакт с нижней частью тарелки пружин; во втором — короткое отверстие способствует раскрытию уплотняющей кромки после монтажной операции. Наружный диаметр сальника должен быть таким, чтобы внутренняя пружина клапана (если она присутствует в конструкции) не касалась его при работе. Учитывая, что многие отечественные двигатели имеют вполне конкретных «родственников» за границей, имеется возможность подобрать импортные сальники клапанов, предназначенные для соответствующих аналогов. Приобретая сальники для иностранных автомобилей, не стоит искать довольно дорогие комплектующие с логотипом завода-изготовителя автомобиля (так называемые оригинальные детали), порой значительно дешевле обходятся аналогичные по качеству детали без логотипа, к тому же зачастую произведенные тем же самым производителем, по той же технологии и на том же оборудовании. • 14. Клапаны. Первые ВАЗовские выпускные клапаны имели напыление на кромке тарелки из довольно тонкого слоя тугоплавкого металла, что позволяло полностью его уничтожить при первой же глубокой притирке клапанов неопытными автомеханиками. Слой предназначался для увеличения ресурса тяжело нагруженной выпускной кромки. В настоящее время попадаются экземпляры с праваренной тарелкой из термостойкой нержавейки или полностью изготовленные из подобного немагнитного металла. Последние не очень «любят» работать с чугунными втулками. Подделка клапанов по причине их простой технологичной формы— довольно распространенное явление. По этой причине, подбирая клапаны, стоит иметь небольшой магнит. Кроме магнита необходим микрометр типа МК-О—25 мм для проверки точности диаметра их штока и специальное приспособление, позволяющее отследить излишние биения тарелки и штока. Для двигателей «Жигулей» и «Самар» диаметр штока впускных и выпускных клапанов одинаковый и должен находиться в пределах 7,985-8,00 мм, а для ЗМЗ-406 — 7,980-8,00 мм. Визуально клапан должен быть без задиров и царапин на штоке, тарелка должна быть изготовлена аккуратно, с ровным посадочным пояском. Острые кромки тарелки не допускаются (во избежание теплового разрушения тарелки и возникновения калильного зажигания). В месте перехода от тарелки к штоку должен быть плавный радиус. У выпускных клапанов ВАЗовских двигателей диаметр штока сразу после перехода от тарелки должен быть меньше, чем диаметр в его рабочей части. К некоторым двигателям зарубежного производства (BMW, OPEL, FORD и др.) выпускаются ремонтные клапаны с увеличенным диаметром штока, что позволяет не менять изношенные втулки, а несколько увеличить их внутренний диаметр с помощью развертки. Особенно полезны такого рода клапаны для тех головок, где втулки как отдельные детали отсутствуют (к примеру, у некоторых двигателей OPEL втулки сделаны непосредственно в теле чугунной, го ловки). Лучшими ВАЗовкими клапанами «отечественного» производства считаются украинские, производимые в городе Луганск (ЗАО «Луганский завод коленчатых валов», Украина). Встречаются так называемые челябинские клапаны, качество которых вполне сносное, но диамет р штока у них гуляет, не «обращая внимания» на заводские требования. Клапаны двигателей ЗМЗ-406 (406.1007010 впускной и 406.1007012 выпускной) производятся в Самаре (ОАО «СЗК»), Челябинске (ОАО «ЧАМЗ»), немецкими фирмами SM и Herzog (торговая марка — ATS). Из зарубежных клапанов чаще всего можно встретить продукцию довольно приличного качества под марками: TRW (кроме изделий турецкого производства), SM и АЕ. 15. Втулки клапанов. Отечественная промышленность выпускает вполне приличные втулки клапанов, точнее, приличные по материалу. К сожалению, точность изготовления сильно хромает, поэтому зачастую приходится перебрать не один десяток деталей, прежде чем наберется необходимый кондиционный комплект. Как правило, брак определяется по несоосности наружной поверхности и отверстия (что иногда заметно даже невооруженным глазом), отсутствию необходимых фасок, отклонению от допусков по внутреннему, внешнему и посадочному размеру под сальник. Разброс по наружному диаметру направляющих втулок и отклонения типа конус, бочка и эллипс не должны превышать 0,01 мм. При подборе следует учитывать то, что в запасные части в основном поставляются втулки с небольшим увеличением внешнего диаметра или ремонтные (под расточенные гнезда в ГВЦ). Если сделать ошибку и попытаться запрессовывать последние в гнезда стандартных размеров, в лучшем случае разобьете новые втулки, в худшем — повредите саму головку. Для гнезд стандартного размера необходимо приобретать втулки с внешним диаметром на 0,05-0,07 мм больше диаметра старых. Это компенсирует некоторое их увеличение после демонтажа прежних втулок, таким разом позволяя полнить требуемый натяг в сопряжении Втулки клапанов тоже часто подделывают, причем м а териалом обычно служит обыкновенное железо, способ ное быстро заклинить клапан даже при максимально до пустимом зазоре. Для того чтобы уберечь двигатель о т встречи клапанов с поршнями, стоит взять одну из от. бракованных втулок и, положив ее на твердую поверхность, разбить молотком. Настоящие втулки (металлокерамические или из специального чугуна) довольно хрупкие и на изломе имеют збрнистую структуру, поддельные же мнутся без видимых разрушений. Втулки для «классических» двигателей отличаются высотой (выпускная несколько выше) и длиной спиральной канавки (у выпускных она занимает весь внутренний диаметр цод шток клапана, а у впускных — только половину, начинаясь с верхней части). «Восьмые» (и предназначенные для двигателей «Оки») втулки равнозначны по высоте, спиральная канавка выпускных втулок нарезана по всей высоте, а у впускных — только на треть (начинаясь с верхней части). Отличить «восьмые» втулки от «жигулевских» можно по двум основным признакам: конический переход между посадочным местом сальника и посадочным местом втулки (08) в ГВЦ, высота втулок (08) еще меньше, чем высота коротких впускных (01). При подборе втулок, кроме микрометра, следует взять с собой один из клапанов с заранее промеренным штоком, при проверке внутреннего диаметра втулки его шток не должен свободно проходить в ее отверстие. Встречаются втулки клапанов импортного производства из медных сплавов (латунные и бронзовые), предназначенные для установки в отечественные двигатели /Учитыва я то, что в настоящее время бензин выпускается практически без добавок тетраэтилсвинца (антидетонатор), который являлся дополнительной смазкой для штоков клапанЯ применение этих втулок желательно. Такая замена ком- пенсирует отсутствие тетраэтилсвинца как дополнительной смазки в устаревших конструкциях двигателей. При применении подобных втулок на двигателях «Жигулей» следует учитывать, что зазор штоков клапана—• втулка должен быть несколько больше обычного. Это связано с тем, что они имеют иное линейное расширение по сравнению с металлокерамическими или чугунными втулками. Из продукции иностранных производителей неплохие результаты показывают втулки фирм SM и TRW, втулки же итальянской фирмы METELLI, поставляемые в Россию финской фирмой «OIVUNEN, пока лучшее, что попадается на наших прилавках. 16. Регулировочные шайбы механизма привода клапанов. Шайбы должны иметь полированные плоскости с обеих сторон, отсутствие заусенцев и забоин на всех поверхностях обязательно. С тыльной стороны шайбы, например, на двигателях восьмого семейства ВАЗа, а такжб двигателях фирм VW и AUDI, которые, кстати, полностью взаимозаменяемые, наносится значение их толщины в миллиметрах (3,15 соответствует 3,15 мм и т. д.). Как правило, шайбы производятся с определенным шагом — 0,05 мм, хотя изредка можно встретить шайбы с шагом в 0,01 мм. При подборе регулировочных шайб запаситесь микрометром с пределом 0-25 мм, потому как отличие реального размера от написанного иногда достигает 0,040,05 мм. Надписи, характеризующие размерность, довольно непрочны, поэтому при монтаже всегда устанавливайте шайбы обозначением вниз. 17* . Рычаги привода клапанов (рокера). Лучшими рычагами привода клапанов считаются ВАЗовские. В отличие от других, они имеют светло-серое равномерное покрытие. При выборе обращайте внимание на следующие моменты: 1. Качество радиусной поверхности, контактирующей с кулачком распредвала, должно быть безукоризненным. 2. Сферическое отверстие под опору должно быть бе з заусенцев, ровным и одинаковой глубины для всех ры. чагов. 3. Проточка под торец штока клапана должна быть ровной, несколько радиусной и находиться по осевому центру детали. 4. Раковины, трещины и иные повреждения поверхности не допускаются. 18. Пружины клапанов. Эти довольно долговечные детали иногда тоже требуют замены. Новые пружины должны иметь равномерную навивку, параллельные отшлифованные торцы, определенную длину под нагрузкой ив свободном состоянии, наличие трещин и забоин не допускается. Кроме этого, пружина, стоящая на торце, н е должна иметь заметных отклонений от вертикали (проверяется лекальным угольником на ровной плите). Упругость пружин проверяется замером их длины (с помощью штангенциркуля). Пружины ГВЦ двигателей «восьмого» семейства ВАЗа (и «Оки») в свободном состоянии должны быть: внешняя — 45,2 мм (для пружин б/у допускается уменьшение размера до 44,7 мм), внутренняя — 35,2 мм (для пружин б/у допускается уменьшение размера до 34,1 мм). Нагрузка в 26±1,5 кгс и 47,4±2,3 кгс должна уменьшать высоту внешней пружины соответственно до 33,7 и 24,7 мм. Для внутренней пружины значения будут следующие: нагрузка — 11 ±0,7 кгс соответствует значению 29,7 мм, а нагрузка 29±1,4 кгс должна сократить ее до 20,7 мм. Проверка пружин на упругость производится на специальном нагрузочном стенде. 19. Головка блока цилиндров. Головку блока по праву можно считать половиной двигателя, а если учесть зависимость от ее конструкции основных параметров блока, то, пожалуй, основной половиной. Самые высокие температуры, присутствующие при работе двигателя, приходятся именно на нее. Выбор ГВЦ— дело довольно сложное. Прежде всего осматриваем привал очную плоскость: поверхность должна быть чисто обработана без видимых волн, раковин и забоин. Риски от обрабатываемого инструмента должны быть почти незаметными, на ощупь плоскость должна быть абсолютно гладкой. Возможные искривления отслеживаются с помощью большой лекальной линейки точно таким же образом, как и при проверке верхней привалочной поверхности блока цилиндров (см. пункт 8), зазор при проверке также не должен превышать 0,05 мм. Трещины, даже очень небольшие, на поверхности ГВЦ не допускаются. Особое внимание следует уделить качеству седел под тарелки клапанов, так как их замена требует опытных специалистов и высококачественного оборудования. Седла должны плотно сидеть в своих гнездах, иметь равномерные, одинаковые по цилиндрам фаски без следов дробления от обрабатывающего инструмента. Равномерная по ширине фаска косвенно подтвердит соосность направляющей втулки клапана и гнезда с запрессованным седлом. В случае если фаска неравномерна, сопряжение вполне работоспособно, но по ряду причин (к примеру, тарелка быстрее погрузится в тело седла при последующих ремонтных выравниваниях его поверхности) будет иметь меньший ресурс. Направляющие клапанов должны быть плотно и до упора запрессованы в свои гнезда, так как их допрессовка потребует правки седла специальным инструментом. Отверстия под распределительный вал, если они конструктивно присутствуют, проверяются аналогично отверстиям постелей коленчатого вала. Свечная резьба по всей длине должна иметь полный неповрежденный профиль. «Жигулевские» головки типа 21011-1003011 универсальны (подходят ко всем двигателям, кроме ВАЗ-2105, причине ременного привода ГРМ). При подборе следует обратить внимание на отсутствие мазка черной краской на кожухе цепи в районе первого свечного отверстия, го. ловка с такой меткой предназначена для двигателя «Нивы» BA3-21213. При полном совпадении надписей и внешних элементов конструкции она имеет уменьшенный объем камеры сгорания, что при установке ее н а «классический» двигатель вызовет несовпадение верхней установочной метки (примерно на половину зуба звездочки) и детонацию по причине чрезмерного сжатия топливовоздушной смеси. ГВЦ двигателя ВАЗ-2123 (ВАЗ-2124) отличается от головки BA3-2113 гнездами под установку гидравлических компенсаторов зазоров клапанов, наличием каналов для подвода к ним моторного масла и доцолнительными точками крепления успокоителя цепи и впускного коллектора. Головка «восьмых» двигателей (21083-1003011) практически одинакова с головкой для двигателей типа 2110 (кроме 16-клапанных). ГВЦ двигателя ЗМЗ-406 (406.1003009-30) оригинальная 16-клапанная поставляется с крышками распределительных валов. Так как их подшипники отлиты заодно с корпусом ГВЦ, следует обязательно промерить все посадочные отверстия. 20. Прокладка головки блока цилиндров. Прокладки для «классических» ВАЗовских двигателей встречаются двух типов: устаревшие, требующие после первого Т0-1 дотягивания крепежа ГВЦ, и современные, по типу прокладок для переднеприводного «семейства» ВАЗа; Последние—безусадочные, имеющие в качестве дополни тельного уплотнения полоски красного термостойкого герметика на своей поверхности. Качество изготовления прокладок должно соответств 0 ' вать следующим требованиям: 1. Прокладка по всей площади должна иметь равномерную толщину. Вздутия, локальные расслоения материала и следы изломов не допускаются. 2. Металлщческая окантовка под цилиндры должна быть сделана аккуратно, одинаковой по ширине, без трещин и волнистых искажений. 3. Все отверстия прокладки (кроме водяных) должны точно совпадать с ответными отверстиями в деталях. 4. Нанесенный на поверхность герметик не должен иметь отслоений, пропусков и разрывов. 5. Как правило, отверстие масляной магистрали должно иметь качественную медную окантовку. 6. Импортные прокладки, кроме перечисленного, комплектуются подробной инструкцией по монтажу, порядку и усилию затяжки крепежа. Момент затяжки, указанной в инструкции, прилагаемой к прокладке, нередко отличается от момента, рекомендуемого изготовителем двигателя. В таких случаях необходимо ориентироваться на инструкцию, приложенную к прокладке, так как разночтения в документах вызваны различными свойствами материалов, из которых изготавливаются прокладки. При выборе прокладок под «классические» блоки «Жигулей» следует учитывать, что, при всей взаимозаменяемости деталей этих двигателей, диаметры цилиндров все же несколько отличаются, поэтому, приобретая прокладку, называйте конкретный тип двигателя или его диаметр цилиндров. ^ ГВЦ двигателя ВАЗ-2105 имеет некоторые отличия (так как вместо внутренней цепной передачи там применяется внешняя ременная). По этой причине ее прокладка иная, несколько укороченная в передней части. Из отечественных производителей лучшие по качеству прокладки — так называемые егорьевские, которые выпускает Егорьевский завод асбестовых технических изделий («Егорьевский АТИ»), г. Егорьевск, Россия. Завод является поставщиком на АвтоВАЗ, ГАЗ, ЗМЗ, ЗИЛ, АЗЛК, АвтоЗАЗ-ДЭУ, АО «Тюменские моторы». Продукция изготавливается по лицензии немецких фирм TEXTAR и ELRING. В последнее время неплохое качество имеют проклад ки Ярославского завода фрикционных и термостойких материалов ОАО «Фритекс», которые также поставляют, ся на конвейеры ряда заводов ВАЗ, ГАЗ, ЗИЛ, УАЗ и др Что касается иностранных производителей прокладок можно рекомендовать качественную продукцию знаменитых фирм, таких как GOETZE (кроме турецких) ELRING, GLACIER и AJUSA, Основная масса импортных прокладок ГВЦ производится в составе наборов на весь двигатель. Иногда наборы содержат, кроме комплекта прокладок, сальники двигателя. Что касается прокладок для дизельных двигателей, то не следует спешить с их подбором, пока не установлены поршни. Объем камеры сгорания некоторых двигателей критичен настолько, что для них выпускается ряд прокладок, отличающихся по толщине и подбираемых исходя из расстояния между днищем поршня и краем привалочной плоскости ГВЦ (измеряется при положении поршней в верхней мертвой точке). 21. Остальные прокладки двигателя. Прокладки двигателя должны противостоять утечкам разного рода технических жидкостей, газов и попаданию в механизмы абразивных частиц, атмосферного воздуха и воды. По этим причинам материал прокладок должен быть одновременно эластичным, прочным, температуроустойчивым и маслобензостойким. Для ВАЗовских двигателей лучшими считаются прокладки: 1. Выпускного коллектора — металлизированные с двух сторон (бывают только с металлической окантовко й отверстий). 2. Крышек головки ГВЦ (классика, кроме двигателей ВАЗ-2105) — резино-пробковые (бывают резиновые). 3. Масляного поддона — пробковые или резино-проб ковые (бывают резиновые). 4. Крышек двигателя — паронитовые (бывают картоняыер 5. Карбюратора — пластмассовые коричневого цвета (бывают картонные).. 22. Приводная цепь (ремень) ГРМ. Довольно качественные цепи выпускаются в Прибалтике ОАО «ДЗПЦ». Многолетний опыт ремонта позволяет говорить о том, что цепи с логотипом этого предприятия работают без проблем достаточно долго и мало чем уступают своим именитым собратьям из дальнего зарубежья. Встречается довольно много подделок под эту известную марку. Качественная, настоящая цепь даугавпилсского завода должна иметь: 1. Следы термообработки на пластинах (цвета побежалости). 2. Четкий, выдавленный в металле пластин (как минимум, попадаются 2-3 маркированные пластины) логотип завода-изготовителя. 3. Развальцованные по кругу концы валиков (машинная обработка определяется одинаковыми на вид торцами валиков). Некоторые экземпляры имеют дополнительно проклепанные валики с двумя вмятыми полосками на их краях, что делает цепь еще надежнее. 4. Пластину, замыкающую цепь в единое кольцо коричневатого оттенка, с одной из сторон цепи (валики на этой пластине должны быть развальцованы, а не заклепаны вручную). 5. Упаковку, состоящую из картонной коробки с реквизитами завода, штампованных чернилами надписей на светлом прямоугольнике в правом нижнем углу (по типу двигателей «ВАЗ-2101», «ВАЗ-2ЮЗ», «М-412», «ГАЗ») и полиэтиленового пакета с консервирующей смазкой. Отличие цепей для двигателей ВАЗ-2101 (011) и ВАЗ2103 (06) заключается в количестве звеньев — 114и116 штук соответственно. При определении принадлежности «жигулевской» цепи звенья можно не считать. Сложив цепь и вытянув ее в линейку, обращаем внимание на положение «трцевых звеньев — если они с обоих концов будут состоять из одинаковых (внешних или внутренних) пластин, цепь предназначена для двигателя BA3-2103 (06), в противном случае цепь для двигателя ВАЗ-2101. «Нивская» цепь двигателя BA3-2123 (ВАЗ-2124), в отличие от «классической» двухрядной, однорядная. В двигателе ЗМЗ-406 используются две разные двух, рядные цепи — короткая нижняя (432-1005040) и длинная верхняя (432-1006040-01). О качестве изготовления новой цепи известит ее прогиб в сложенном состоянии (закрепив цепь в горизонтальном положении на участке 90-100 мм, измеряем отклонение противоположного конца от «горизонта», обе сложенные между собой ветви должны провисать равномерно с отклонением до 10 мм). При сдвижении и раздвижении шарниров вдоль оси симметрии цепи зазоров наблюдаться не должно, а вдоль оси роликов должен быть небольшой равномерный для всех зазор, который измерять смысла нет (при увеличенном зазоре провис будет более 10 мм, главное — равномерность зазора на всех звеньях цепи). Более точные результаты о качестве цепей можно получить, применив специальное приспособление, определяющее их изначальную длину (для цепей, бывших в употреблении, измеряется относительное удлинение). Качественные приводные ремни ГРМ из отечественных производителей выпускает завод ОАО «Балаковорезинотехника», официальный поставщик на конвейеры заводов ОАО «АвтоВАЗ», ОАО «ГАЗ», ОАО «КамАЗ» (для автомобиля «Ока»), ОАО «Ижмаш» и др. Все резинотехнические детали, изготовленные на ОАО «БРТ», имеют четкие надписи и товарный знак в виде стилизованной ладьи, что, разумеется, не защищает от аккуратно изготовленных подделок, но явные фальшивки определить можно. Из иностранных поставщиков доверие заслуживают» прежде всего, изделия с логотипами: АЕ (Англия)» FEDERAL MOGUL (FM), TRW (США), входящий в этот же концерн, LEMFERDER, DAYCO (Италия), GOOD YEAR (США), BOSH (Италия) , GATES POWER GRIP * CONTITECH (Continental AG — ContiTech Transmission Systems) . Практически все перечисленные предприятия поставляют ремни на двигатели большинства отечественных автомобилей. Профиль зуба у ремней ГРМ бывает в основном двух типов — закругленный (устаревший) и в форме трапеции. Это смущать не должно: если на упаковке указан тип двигателя, совпадающий с ремонтируемым, его можно смело устанавливать — эти изделия полностью взаимозаменяемые. 23. Детали привода газораспределительного механизма. Рассмотрим выбор деталей привода ГРМ на примере распространенных ВАЗовских компонентов: 1. Шестерня (звездочка) распредвала.и промежуточного валика привода вспомогательных агрегатов — довольно требовательная деталь при выборе. Отклонения от нормы отслеживаются по следующим основным параметрам: а) несовпадение установочного штырька промежуточного валика с отверстием звездочки (явление настолько частое, что при цодборе имеет смысл прихватить последний с собой); б) несовпадение шага зубчиков с шагом приводной цепи (не частое явление но обернуть звездочку участком применяемой цепи для их совместной проверки все же стоит); в) разная толщина поверхностей зубчиков (проверяется визуально); г) разный диаметр посадочного пояска валика и соответствующего отверстия в звездочке (обычно наблюдается большой зазор, поверяется с помощью валика или замерами, в первом случае звездочка должна плотно сесть на посадочный поясок) ; д) радиальное и осевое биения звездочки (явление частое, проверяется визуально на установленном в блоке валике, при вращении его вручную видимых биений быть не должно). ' Краткая справка: звездочки «классических>> двигателей (от ВАЗ-2101) унифицированные (кроме звездочек для двигателя BA3-21213, разница заключается в положении установочной метки: у ВАЗ-2101 — между зубьями, а у ВАЗ-21213 — под зубом). Все звездочки «Нивского» двигателя ВАЗ-2123 (ВАЗ2124) имеют один ряд зубчиков. 2. шестерня (звездочка) коленчатого вала — проблем при выборе с ней гораздо меньше: а) несовпадение шага зубчиков с шагом приводной цепи (явление редкое, проверяется цепью так же, как и большие звездочки); б) неплотная посадка на шейку коленчатого вала (явление частое, проверяется замерами или непосредственно с помощью вала, звездочка должна заходить с небольшим натягом); в) размерность шпоночного паза не соответствует шпонке. Как правило, несколько увеличена его ширина, проверяется замерами или с помощью шпонки, при этом она должна заходить плотно. После монтажа на вал паз п о высоте должен оставлять над шпонкой небольшое пространство. 3. Промежуточный валик привода вспомогательных агрегатов — трудно проверяемая деталь, предрасположенная к различному не устраняемому браку. Лучший выход из положения — шлифовка шеек на ремонтный размер (производятся вкладыши с уменьшенным ремонтным диаметром), если его шестерня и эксцентрик привода бензонасоса в приличном состоянии. Брак попадается по следующим параметрам: а) прослаблены диаметры шеек (явление частое, как крайний случай возможна перешлифовка шеек на ремонтный размер, проверяется замерами. Для «Жигулей» передняя шейка должна быть в пределах 48,013-48,038 мм, задняя — 21,940-21,960 мм); б) «сырые», не прошедшие термообработку или обработанные с нарушением технологии шейки (явление довольно частое. Первое, что выходит из строя — эксцентрик привода бензонасоса); в) фиксирующий штифт расположен не на своем месте и не подходит к отверстию звездочки (дефект очеяь распространенный, встречается более чем в половине исследуемых деталей); г) глубина (ширина) проточки под фиксирующую скобу не соответствуют заводским требованиям (дефект встречается не так часто, в случае уменьшенных размеров деталь можно «доточить» либо уменьшить толщину скобы, что гораздо проще); д) недорезана резьба под болт, крепящий шестерню (брак встречается редко и легко ликвидируется с помощью соответствующего метчика). Валики привода бывают стальные и чугунные, первые применять не стоит, что касается вторых, наилучшим качеством обладают валики производства ВАЗа (встречаются производства заводов Воронежа и Ульяновска). Валики двигателей BA3-2101-21213 в отличие от валиков двигателей BA3-2123 и ВАЗ-21214 имеют большее количество зубьев — 38 против 30 соответственно. 4. Валик привода масляного насоса и распределителя зажигания. Валики такого типа бывают разные, отличие заключается в длине, которая у «нивских» (1700 см3) двигателей несколько больше (50 мм против 44 мм), что, впрочем, не мешает их использовать в остальных двигателях. Такая замена ничего, кроме пользы, не приносит, увеличивая ресурс сопряжения валик—привод масляного насоса за счет большей площади контакта. При монтаже удлиненного валика обязательно проследите, чтобы он до конца сел на упорную поверхность своей втулки. 5. Натяжитель. Натяжитель цепи унифицирован для всех двигателей «классического» типа. При выборе следует обращать внимание на наличие свободного хода его плунжера в заряженном (сжатом) состоянии натяжителя (брак по этому параметру встречается очень часто). Натяжитель «нивского» двигателя ВАЗ-2123 (ВАЗ21214) пружинно-гидравлического типа действует с помощью давления моторного масла. Натяжители двигателей ЗМЗ-406 (406.1005100-10) взаимозаменяемые и имеют аналогичную конструкцию. Плунжер таких натяжителей должен свободно переме щаться в корпусе без каких-либо заеданий. Когда запор ное кольцо войдет в одну из канавок корпуса, плунже{ должен перемещаться только в прямом направлении, Крупные риски, забоины и прочие повреждения рабочих частей плунжера не допускаются. 6. Башмак натяжителя цепи. ВАЗовские башмаки выпускаются в основном четырех типов: 1) для двигателей ВАЗ-2101 и ВАЗ-21011-2101. 1006090-10 (резинометаллический); 2) для двигателей BA3-2103 и BA3-2106-2103-1006090 (резинометаллический); 3) для двигателей BA3-21213-21213-1006090 (резинометаллический, увеличенного размера с более крутым изгибом); 4) для двигателей BA3-2123 (ВАЗ-21214) — 212141006090 (резинометаллический р измененной геометрией под однорядную цепь). Эти детали не взаимозаменяемые (к примеру, при установке башмака ВАЗ-2101 в двигатель BA3-2103 натяжитель не сработает, цепь обязательно проскочит несколько зубцов звездочки, и в лучшем случае можно лишиться комплекта клапанов). Детали лучшего качества (из отечественных) производятся на балаковском заводе («БРТ») . На каждом башмаке должны быть четкие выпуклее надписи: каталожный номер детали и знак производителя. Наличие отслоений резины от металла не допускается (если деталь настоящая, брак встречается довольно редко — в основном немного занижен диаметр под ось, чт о легко исправляется разверткой). В двигателях ЗМЗ-406 применяются два взаимозаме няемых пластмассовых башмака (406.1006090-11). В последних версиях этих двигателей вместо башмако в пр#" меняются металлические звёздочки, что привело к изменению в длине приводных цепей. 7. Успокоитель цепи. Успокоители для двигателей ВАЗ выпускаются в основном четырех типов: 1) для двигателей ВАЗ-2101 и ВАЗ-21011-21011006100 (резинометаллический); 2) для двигателей ВАЗ-2ЮЗ и BA3-2106-2103-1006100 (резинометаллический); 3) для двигателей BA3-21213-21213-1006100 (пластмассовый, по конструкции аналогичен с успокоителем 2107-1006100); 4) для двигателей BA3-2123 (ВАЗ-21214) — 212141006100 (пластмассовый с запрессованными втулками). Многие резинометаллические успокоители имеют один общий брак — неправильный угол между рабочей плоскостью и привалочной плоскостью к ГВЦ (обычно больше 90°), что, в принципе, не повод отказываться от монтажа. Угол не трудно поправить при помощи молотка и деревянной проставки после монтажа успокоителя в головку. Пластмассовые успокоители достаточно часто имеют отклонение от осевой линии, т. е. изгиб в плоскости контакта с цепью. Из зарубежных фирм качественные детали ГРМ, поставляют фирмы АЕ, FEBI, FEDERAL MOGUL, PILENGA, ARVIDSSON, KOIVUNEN и немецкая SWAG. |